undefined
Recycling Sorting & Separation Chemicals
11 products available
𝗪𝗵𝗮𝘁 𝗮𝗿𝗲 𝗥𝗲𝗰𝘆𝗰𝗹𝗶𝗻𝗴 𝗦𝗼𝗿𝘁𝗶𝗻𝗴 & 𝗦𝗲𝗽𝗮𝗿𝗮𝘁𝗶𝗼𝗻 𝗖𝗵𝗲𝗺𝗶𝗰𝗮𝗹𝘀?
Recycling sorting and separation chemicals are specialized substances designed to enhance the efficiency and effectiveness of the recycling process. These chemicals aid in the sorting and separation of various materials, such as plastics, metals, and paper, during recycling operations. They help in breaking down complex mixtures and facilitating the recovery of valuable resources from waste streams. By optimizing the recycling process, these chemicals contribute to sustainability efforts by ensuring that materials are reused rather than sent to landfills.
These chemicals find primary applications in recycling facilities, waste management companies, and industrial operations where material recovery is essential. They support a range of processes, including the treatment of contaminated materials, the enhancement of sorting processes, and the improvement of material purity. In today's environmentally conscious market, the use of recycling sorting and separation chemicals is increasingly relevant as industries strive to meet regulatory requirements and sustainability goals.
The market for these chemicals is expanding, driven by growing awareness of environmental issues and the need for effective waste management strategies. Industries are investing in advanced recycling technologies, which further increases the demand for innovative sorting and separation chemicals.
𝗞𝗲𝘆 𝗙𝗲𝗮𝘁𝘂𝗿𝗲𝘀 𝗮𝗻𝗱 𝗦𝗽𝗲𝗰𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Recycling sorting and separation chemicals come with a variety of features that make them essential for efficient recycling processes. These products are designed to operate effectively under specific conditions, ensuring optimal performance.
Key specifications include:
1. Chemical Composition
- These chemicals are formulated to target specific types of materials.
- They may include surfactants, solvents, and other additives.
2. Effectiveness Rate
- This measures the efficiency of the chemicals in separating materials.
- Rates can vary widely depending on the formulation and application.
3. Application Temperature Range
- These chemicals are effective within certain temperature limits.
- Typical ranges are not specified but may vary based on formulation.
4. Compatibility with Materials
- The chemicals must be compatible with various recyclable materials.
- Ensures that they can be used effectively across different recycling streams.
5. Environmental Impact
- Formulations are often designed to minimize negative environmental effects.
- Many are biodegradable or have low toxicity.
6. User Safety
- Safety data sheets provide information on handling and usage.
- Includes guidelines for personal protective equipment.
7. Regulatory Compliance
- Chemicals should comply with local and international regulations.
- Ensures they are safe for use in recycling processes.
8. Shelf Life
- Defined shelf life ensures effectiveness over time.
- Proper storage conditions are required to maintain performance.
In summary, understanding the key features and specifications of recycling sorting and separation chemicals is crucial for selecting the right products for your operations.
𝗖𝗼𝗺𝗺𝗼𝗻 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀 𝗮𝗻𝗱 𝗨𝘀𝗲 𝗖𝗮𝘀𝗲𝘀
Recycling sorting and separation chemicals are utilized across various industries, enhancing material recovery efforts.
1. Waste Management: These chemicals help in the separation of recyclable materials from waste, increasing efficiency in recycling facilities.
2. Plastics Recycling: Specific formulations are used to aid in the separation of different types of plastics, ensuring higher quality recyclables.
3. Metal Recovery: Chemicals are employed in processes that separate metals from mixed materials, improving recovery rates.
4. Paper Recycling: They assist in deinking and separating fibers, leading to cleaner recycled paper products.
5. E-Waste Processing: Specialized chemicals are used to recover valuable metals from electronic waste, addressing both resource recovery and environmental concerns.
6. Construction and Demolition: Chemicals help in sorting materials from construction debris, facilitating recycling.
7. Automotive Recycling: They are applied in the recovery of materials from end-of-life vehicles, supporting the circular economy.
𝗣𝗿𝗼𝗱𝘂𝗰𝘁 𝗩𝗮𝗿𝗶𝗮𝗻𝘁𝘀 𝗮𝗻𝗱 𝗦𝘂𝗯𝗰𝗮𝘁𝗲𝗴𝗼𝗿𝗶𝗲𝘀
There are several variants of recycling sorting and separation chemicals tailored to specific applications.
Variant 1: Surfactant-Based Chemicals
These chemicals are designed to enhance the separation of materials by reducing surface tension. They are commonly used in plastic recycling to improve the efficiency of sorting.
Variant 2: Solvent-Based Chemicals
Solvent-based formulations are effective in breaking down complex materials, making them useful in e-waste recycling. They help in extracting valuable metals while minimizing waste.
Variant 3: Biodegradable Chemicals
These environmentally friendly options are designed to have minimal impact on the environment. They are increasingly popular in industries focused on sustainability.
Variant 4: Specialty Blends
Custom blends of chemicals are developed for specific recycling processes. These formulations can target particular materials or contaminants, offering tailored solutions.
𝗕𝗲𝗻𝗲𝗳𝗶𝘁𝘀 𝗮𝗻𝗱 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲𝘀
Using recycling sorting and separation chemicals provides numerous advantages for businesses engaged in recycling operations.
1. Enhanced Efficiency: These chemicals improve the separation process, leading to higher recovery rates of valuable materials.
2. Cost Savings: By optimizing material recovery, companies can reduce waste disposal costs and increase revenue from recycled materials.
3. Improved Quality: Chemicals can enhance the purity of recovered materials, making them more marketable.
4. Environmental Compliance: Utilizing these chemicals helps businesses meet regulatory standards and sustainability goals.
5. Customization: Many chemicals can be tailored to specific applications, ensuring optimal performance for unique recycling needs.
6. Safety Assurance: Formulations are developed with safety in mind, reducing hazards associated with handling and processing.
𝗕𝘂𝘆𝗶𝗻𝗴 𝗚𝘂𝗶𝗱𝗲 𝗳𝗼𝗿 𝗕𝟮𝗕 𝗕𝘂𝘆𝗲𝗿𝘀
When sourcing recycling sorting and separation chemicals, it is essential to consider several key factors to make informed purchasing decisions.
1. Quality Assessment: Evaluate the quality of chemicals by reviewing technical data sheets and performance reports. Look for certifications that indicate compliance with industry standards.
2. Supplier Verification: Vet potential suppliers to ensure they have a reliable track record and adhere to quality management practices. Request references and conduct site visits if possible.
3. Pricing and MOQ: Understand the pricing structure and minimum order quantities (MOQ) required by suppliers. Compare different providers to find the best value.
4. Delivery and Lead Times: Inquire about logistics to ensure timely delivery. Understand lead times and how they can impact your operations.
5. Compliance Requirements: Ensure that the chemicals meet local and international regulatory requirements. This includes safety, environmental, and health standards.
𝗖𝗼𝗺𝗽𝗹𝗶𝗮𝗻𝗰𝗲 𝗮𝗻𝗱 𝗖𝗲𝗿𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Recycling sorting and separation chemicals are subject to various compliance and certification standards that ensure safety and effectiveness.
ISO 9001 is a widely recognized quality management standard that applies to manufacturers of recycling chemicals. Companies that comply with this standard demonstrate a commitment to quality and continuous improvement.
CE certification indicates that a product meets European safety, health, and environmental protection standards. This is crucial for businesses operating in or exporting to Europe.
Safety and testing requirements are critical to ensure that recycling chemicals do not pose health risks to workers or the environment. Regular testing and adherence to safety guidelines are necessary for compliance.
Additionally, regional compliance considerations may vary, so it is essential to stay informed about local regulations that affect the use of these chemicals in specific markets.
𝗪𝗵𝘆 𝗦𝗼𝘂𝗿𝗰𝗲 𝗥𝗲𝗰𝘆𝗰𝗹𝗶𝗻𝗴 𝗦𝗼𝗿𝘁𝗶𝗻𝗴 & 𝗦𝗲𝗽𝗮𝗿𝗮𝘁𝗶𝗼𝗻 𝗖𝗵𝗲𝗺𝗶𝗰𝗮𝗹𝘀 𝗳𝗿𝗼𝗺 𝗣𝗲𝗽𝗮𝗴𝗼𝗿𝗮?
Pepagora offers a trusted platform for sourcing recycling sorting and separation chemicals, providing several key advantages to buyers.
Verified Supplier Network: Pepagora connects buyers with a network of verified suppliers, ensuring that only high-quality products are available. This verification process helps mitigate risks associated with sourcing.
Streamlined RFQ Process: The quotation system on Pepagora simplifies the procurement process. Buyers can easily request quotes from multiple suppliers, allowing for efficient comparisons.
Trade Assurance and Support: Pepagora provides buyer protection through trade assurance, ensuring that transactions are secure and that buyers receive the products they ordered.
Regional Coverage: With a strong presence in India, the GCC, and Southeast Asia, Pepagora offers comprehensive support for businesses looking to source recycling chemicals across these regions. This geographic reach facilitates access to a broad range of suppliers and products, enhancing procurement efficiency.
Newly Added









Recently Added
Metro Enviro-Chem Associates (Group Of Company)
Industrial Reverse Osmosis Membrane Cleaner For Scale And Biofilm Removal
Industrial ETP Treatment Chemicals For Wastewater Management
Industrial Boiler Water Sludge Conditioner For Scale And Corrosion Prevention
Aqua Phoenix Solutions
Industrial Sodium Hypochlorite Solution For Disinfection And Bleaching
Industrial Bleaching Powder Calcium Hypochlorite For Water Treatment
Premium Water Soluble Diammonium Phosphate DAP Fertilizer For Agriculture
Anuj Enterprises
Industrial Ultra Filtration Plant for High Purity Water Removal of Solids Bacteria Viruses
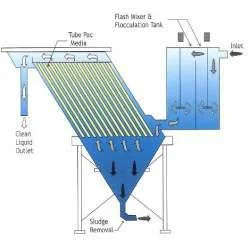
Industrial Wastewater Lamella Plate Clarifiers PVC Media
Industrial Wastewater Clarifiers with Scum Removal and Overload Protection
A. S. Joshi & Company
Fertiser Chemicals High Quality Agricultural Fertilizers For Buyers
NPK 12 61 00 High Phosphate Fertilizer for Root Development and Flowering
Industrial Barium Chloride High Purity For Water Treatment
Aditya Agro Chemicals
Industrial Aluminium Sulphate For Water Treatment And Paper Sizing
High Purity Alumina Trihydrate Flame Retardant Filler Powder
Industrial Water Treatment Poly Aluminium Sulfate Powder Coagulant
Central & Western (India) Chemicals
Ascorbic Acid Vitamin C Powder High Purity Antioxidant
Industrial Glacial Acetic Acid For Chemical Synthesis And Food Processing
Industrial Sulphamic Acid For Metal Cleaning And Water Treatment
Demi Specialty Chemicals & Co.
Coraway#384 Acid Corrosion Inhibitor For Oil Gas Chemical Industries
Amine Based Anti Caking Agents For Fertilizers And Industrial Chemicals
Bulk Aqueous Quaternary Ammonium Hydroxide Solutions 55 60% 40% 20%
Excel Laboratories
Excel Laboratories Polypropylene Tanks For Electroplating Chemical Resistance
Industrial Polypropylene Chemical Filters For Corrosion Resistant Filtration
High Molecular Weight Polymeric Flocculating Agents For Water Treatment
Why Businesses Trust Pepagora
Thousands of companies trust Pepagora to source smarter and sell faster
Expand Your Sales Globally
25000+Products listed.Get discovered by global buyers
Tools to boost visibility
Build your own catalog

Source Smarter,Grow Faster
4000+Active RFQs
100+ Countries served
Easy Sourcing Tools
