undefined
Pharma Grade Water Systems (WFI, RO, PW)
45 products available
What are Pharma Grade Water Systems (WFI, RO, PW)?
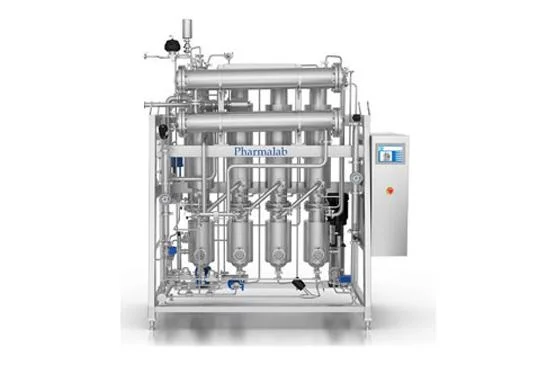
Pharma Grade Water Systems are essential for the pharmaceutical and biotechnology industries, providing high-quality water for various manufacturing processes. These systems include Water for Injection (WFI), Reverse Osmosis (RO), and Purified Water (PW). Each type of system serves specific purposes, ensuring that water meets stringent regulatory standards for purity and quality.
The primary use of Pharma Grade Water Systems is to produce water that complies with industry regulations for pharmaceutical manufacturing, such as drug formulation, cleaning processes, and laboratory applications. These systems are critical in ensuring that products are safe, effective, and of the highest quality. The growing demand for pharmaceuticals and biopharmaceuticals worldwide has further emphasized the importance of reliable water systems within these industries.
In the current market context, the demand for Pharma Grade Water Systems is rising due to increased production needs and regulatory scrutiny. Manufacturers are seeking efficient and compliant solutions to maintain product integrity and safety. As such, investing in advanced water systems is a strategic move for businesses looking to enhance their operational capabilities and ensure compliance with industry standards.
𝗞𝗲𝘆 𝗙𝗲𝗮𝘁𝘂𝗿𝗲𝘀 𝗮𝗻𝗱 𝗦𝗽𝗲𝗰𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Pharma Grade Water Systems come with several key features and specifications that ensure efficiency and compliance. These specifications are crucial for selecting the right system for your manufacturing needs.
Key specifications include:
1. Water Quality Standards
- Must meet or exceed regulatory requirements for purity.
- Includes parameters such as conductivity, total organic carbon (TOC), and microbial limits.
2. System Capacity
- Varies from small-scale units to large industrial systems.
- Capacity is typically measured in liters per hour (L/hr).
3. Filtration Technology
- Incorporates advanced filtration methods including reverse osmosis and UV treatment.
- Ensures removal of contaminants and pathogens.
4. Material Construction
- Constructed from high-grade materials like stainless steel to prevent contamination.
- Corrosion-resistant and easy to clean.
5. Monitoring and Control Systems
- Equipped with automated monitoring systems for real-time data tracking.
- Provides alerts for maintenance needs and quality deviations.
6. Energy Efficiency
- Designed to minimize energy consumption without compromising performance.
- Utilizes energy recovery systems where applicable.
7. Compliance Certifications
- Must be certified to industry standards such as CE.
- Regular testing and validation are required for compliance.
8. Maintenance Requirements
- Systems should allow for easy access to components for routine maintenance.
- Maintenance schedules should be clearly defined.
These specifications ensure that Pharma Grade Water Systems operate effectively and consistently meet industry demands.
𝗖𝗼𝗺𝗺𝗼𝗻 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀 𝗮𝗻𝗱 𝗨𝘀𝗲 𝗖𝗮𝘀𝗲𝘀
Pharma Grade Water Systems are utilized across various industries, each with specific applications that highlight their importance.
1. Pharmaceuticals: These systems are critical in the production of injectable drugs, ensuring the water used is of the highest purity to prevent contamination.
2. Biotechnology: Used in the formulation of biologics and vaccines, maintaining water quality is essential for product efficacy and safety.
3. Cosmetics: Water systems are employed in the production of personal care products, ensuring compliance with health regulations.
4. Food and Beverage: Used for cleaning and sanitizing equipment, as well as in production processes where high-quality water is necessary.
5. Research Laboratories: These systems provide purified water for experiments, ensuring accuracy and reliability in research outcomes.
6. Hospitals and Healthcare: Used for sterilization processes and in pharmaceutical preparations, maintaining water quality is vital for patient safety.
7. Nutraceuticals: Employed in the production of dietary supplements, ensuring compliance with health standards for water quality.
𝗣𝗿𝗼𝗱𝘂𝗰𝘁 𝗩𝗮𝗿𝗶𝗮𝗻𝘁𝘀 𝗮𝗻𝗱 𝗦𝘂𝗯𝗰𝗮𝘁𝗲𝗴𝗼𝗿𝗶𝗲𝘀
Pharma Grade Water Systems come in various configurations to meet different industry needs. The diversity in product offerings allows businesses to select systems tailored to their specific requirements.
WFI Systems: Water for Injection systems are designed to produce sterile water that meets USP standards. They are essential for applications requiring the highest level of purity, such as preparing injectable medications.
RO Systems: Reverse Osmosis systems effectively reduce contaminants and impurities, making them ideal for producing Purified Water. These systems provide a cost-effective solution for many manufacturing processes.
PW Systems: Purified Water systems are vital for applications that do not require sterile water but still need high-quality water, such as cleaning and rinsing processes in pharmaceutical manufacturing.
𝗕𝗲𝗻𝗲𝗳𝗶𝘁𝘀 𝗮𝗻𝗱 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲𝘀
Investing in Pharma Grade Water Systems offers several advantages that enhance operational efficiency and product quality.
1. Quality Assurance: Ensures that the water used in production meets stringent regulatory standards, reducing the risk of contamination.
2. Cost Efficiency: Advanced systems can lower operating costs through energy savings and reduced waste.
3. Compliance Support: Facilitates adherence to industry regulations, minimizing the risk of penalties and product recalls.
4. Increased Production Capacity: High-capacity systems allow for greater production volumes, meeting growing market demands.
5. Simplified Maintenance: Systems designed for easy maintenance reduce downtime and improve overall operational efficiency.
6. Scalability: Many systems can be scaled to accommodate growing production needs without significant investment in new equipment.
𝗕𝘂𝘆𝗶𝗻𝗴 𝗚𝘂𝗶𝗱𝗲 𝗳𝗼𝗿 𝗕𝟮𝗕 𝗕𝘂𝘆𝗲𝗿𝘀
When sourcing Pharma Grade Water Systems, it is important to consider several factors to ensure the right choice for your business needs.
1. Quality Assessment: Look for systems that comply with industry standards for water purity and quality. Verify certifications and conduct tests to ensure proper performance.
2. Supplier Verification: Vet suppliers thoroughly by checking references and reviewing their track record in providing high-quality systems. A verified supplier can offer peace of mind and reliability.
3. Pricing and MOQ: Understand the pricing structures and minimum order quantities required for your selected systems. This will help in budgeting and planning purchases effectively.
4. Delivery and Lead Times: Consider logistics and lead times for delivery. Ensure that suppliers can meet your timelines to avoid disruptions in production.
5. Compliance Requirements: Familiarize yourself with the regulatory requirements in your region. This will help you select systems that not only meet your needs but also comply with local laws.
𝗖𝗼𝗺𝗽𝗹𝗶𝗮𝗻𝗰𝗲 𝗮𝗻𝗱 𝗖𝗲𝗿𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Pharma Grade Water Systems must adhere to various quality standards and certifications to ensure their reliability and effectiveness in industrial applications. Key standards include ISO 9001, which focuses on quality management systems, and HACCP, which emphasizes food safety through hazard analysis and critical control points.
Industry certifications, such as CE marking, indicate that the products meet European safety, health, and environmental protection standards. These certifications are essential for ensuring that the systems are suitable for pharmaceutical applications.
Safety and testing requirements are crucial for maintaining the integrity of the water produced. Regular testing for microbial contamination and chemical impurities is necessary to meet compliance standards. Additionally, regional compliance considerations may vary, so it is essential to stay informed about the specific regulations applicable in your area.
Why Source Pharma Grade Water Systems (WFI, RO, PW) from Pepagora?
Pepagora provides a trusted platform for sourcing Pharma Grade Water Systems, offering several key advantages to buyers.
The verified supplier network ensures that all suppliers have undergone rigorous checks to guarantee quality and reliability. This gives buyers confidence in their sourcing decisions and helps mitigate risks associated with supplier quality.
The streamlined RFQ process simplifies obtaining quotations from multiple suppliers, allowing buyers to compare options quickly and efficiently. This process saves time and ensures that businesses can find the best solutions tailored to their needs.
Trade assurance and support are also pivotal, providing buyers with protection throughout the purchasing process. This ensures that they receive the quality products they expect and helps resolve any issues that may arise.
Finally, Pepagora's regional coverage extends across India, the GCC, and Southeast Asia, providing buyers with access to a wide range of suppliers and products. This geographic reach enhances opportunities for businesses to find the right Pharma Grade Water Systems for their specific applications.
Newly Added



































Recently Added
AMM Aqua Pure Systems
Industrial RO Plant 12000 S 12,000 LPH OEM Easy Install
Industrial Reverse Osmosis Water Treatment Plant For High Purity Water
Industrial RO Plant 20000 LPH High Purity Water Reverse Osmosis System
Aquacare Technique
Industrial Cooling Water Treatment Chemicals For Scale And Corrosion Prevention
Industrial Cooling Tower Chemicals For Scale Corrosion Biofouling Prevention
Industrial Cooling Tower Treatment Chemicals For Scale Corrosion Biofouling Prevention
Vns Enviro Biotechq Pvt Ltd
Industrial Water Treatment Chemicals TCCA Sodium Hypochlorite Bleaching Powder
Industrial Reverse Osmosis Plants For High Purity Water Treatment
Textile Dye Effluent Treatment System For Decolorization And COD Reduction
Oasis Fine Chem
High Purity Monopotassium Phosphate LR AR ACS Grade For Laboratories Agriculture
Premium Potassium Chloride LR AR ACS Grades For Laboratories Pharmaceuticals
Premium Potassium Nitrate LR AR ACS Grades For Industrial And Laboratory Use
Enviro Tech Systems
Business Environmental Impact Assessment Services For Compliance And Sustainability
ISO 22000 Certification Services For Food Safety Management Systems
Industrial Wastewater Treatment Systems For Recycling And Disposal
Pranava Lab Solutions Pvt Ltd
Professional StereoZoom Microscope For Electronics, Medical & Education
Compact Mini Electrophoresis System for DNA RNA Analysis in Labs
Premium Lab Fume Hoods for Safe Chemical Handling and Ventilation
Vatturkar Industrial
Industrial Paddle Wheel Flow Meters For Water Chemicals Fuels
Industrial Electromagnetic Flow Meters High Precision Fluid Measurement
Industrial Flow Rate Indicator Digital Display M3/Hr LPH LPM VATS A110
Nayagara Water Solutions Pvt Ltd
Industrial Water Treatment Sand And Carbon Filters For Effluent Purification
Industrial Ultra Filtration Plant For Municipal RO Pretreatment And Effluent
Industrial Water Softeners Zero Hardness Under 5 PPM Mild Steel FRP
Jayesh Enterprises
Industrial DM Water Storage Tanks For High Purity Applications
Industrial Demineralized Water Treatment Plants For High Purity Applications
Industrial Chemical Plants For Pharmaceuticals Fertilizers Specialty
Lifetime Associates Pvt Ltd
Industrial Chlorine Powder For Water Disinfection Algae Control 3000L 1PPM
Emergency Water Sanitizer NaDCC Chlorine Powder 33mg 167mg Industrial
Industrial Chlorine Powder 20gm For Swimming Pool Water Treatment
Why Businesses Trust Pepagora
Thousands of companies trust Pepagora to source smarter and sell faster
Expand Your Sales Globally
25000+Products listed.Get discovered by global buyers
Tools to boost visibility
Build your own catalog

Source Smarter,Grow Faster
4000+Active RFQs
100+ Countries served
Easy Sourcing Tools
