undefined
Needle Valves
68 products available
𝗪𝗵𝗮𝘁 𝗮𝗿𝗲 𝗡𝗲𝗲𝗱𝗹𝗲 𝗩𝗮𝗹𝘃𝗲𝘀?
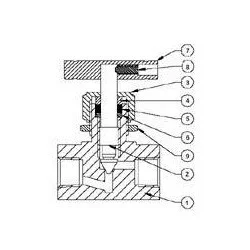
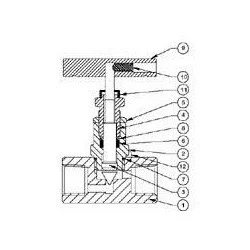
Needle valves are precision flow control devices used to regulate the flow of liquids and gases in various industrial applications. Characterized by a slender, tapered point at the end of a moving plunger, these valves allow for fine adjustments to flow rates. The design enables a more precise control compared to standard valves, making needle valves essential in environments where accurate flow measurement is crucial.
These valves find primary use in sectors such as chemical processing, oil and gas, water treatment, and laboratory applications. They are particularly useful in applications that require throttling of flow, as they can finely control the flow rate with minimal pressure drop. The versatility of needle valves makes them relevant in both small-scale laboratory setups and large industrial systems, highlighting their importance in maintaining efficient operations across various market segments.
𝗞𝗲𝘆 𝗙𝗲𝗮𝘁𝘂𝗿𝗲𝘀 𝗮𝗻𝗱 𝗦𝗽𝗲𝗰𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Needle valves come with several key features and specifications that define their performance and suitability for different applications. These features ensure reliability, precision, and durability in their operation.
Key specifications include:
1. Material Construction
- Common materials include stainless steel, brass, and plastic.
- Provides corrosion resistance and durability for various environments.
2. Pressure Rating
- Typically ranges from low vacuum to high pressure (up to 6000 psi).
- Ensures suitability for high-pressure applications.
3. Temperature Range
- Operational temperatures vary based on material (data not available).
- Important for applications involving heat-sensitive fluids.
4. Connection Type
- Available in threaded, flanged, and welded connections.
- Allows for compatibility with various piping systems.
5. Flow Characteristics
- Designed for linear flow control.
- Provides precise flow regulation especially at low flow rates.
6. Size Range
- Commonly available in sizes from 1/8 inch to 2 inches.
- Offers flexibility for different system requirements.
7. Actuation Type
- Manual or automated actuation options available.
- Facilitates ease of use depending on operational needs.
8. Leakage Rate
- Low leakage rates enhance system reliability (data not available).
- Critical for applications requiring tight sealing.
These specifications ensure that needle valves can meet the demands of diverse industrial applications while providing precision and reliability.
𝗖𝗼𝗺𝗺𝗼𝗻 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀 𝗮𝗻𝗱 𝗨𝘀𝗲 𝗖𝗮𝘀𝗲𝘀
Needle valves are employed in a variety of industries due to their precise flow control capabilities.
1. Chemical Processing: Needle valves are used to control the flow of corrosive chemicals, allowing for precise dosing and mixing in chemical reactors.
2. Oil and Gas: In oil and gas extraction, these valves regulate flow rates in pipelines, ensuring safe and efficient operation.
3. Water Treatment: Needle valves facilitate the regulation of water flow in treatment plants, crucial for maintaining proper chemical concentrations.
4. Laboratory Settings: Commonly used in laboratories for controlling gas and liquid flows in experiments and research applications.
5. HVAC Systems: In heating, ventilation, and air conditioning systems, needle valves manage the flow of refrigerants and water.
6. Pharmaceutical Manufacturing: These valves ensure accurate flow control of ingredients in drug formulation processes.
7. Food and Beverage: Employed in processing lines to control the flow of liquids, ensuring compliance with safety standards.
𝗣𝗿𝗼𝗱𝘂𝗰𝘁 𝗩𝗮𝗿𝗶𝗮𝗻𝘁𝘀 𝗮𝗻𝗱 𝗦𝘂𝗯𝗰𝗮𝘁𝗲𝗴𝗼𝗿𝗶𝗲𝘀
Needle valves exhibit diversity to cater to various industrial needs.
Manual Needle Valves: These are operated by hand, allowing for precise adjustments to flow rates. They are economical and widely used in laboratory and small-scale applications.
Automated Needle Valves: Featuring electric or pneumatic actuation, these valves allow for remote operation and integration into automated systems, ideal for large-scale industrial processes.
High-Pressure Needle Valves: Designed to withstand extreme pressures, these valves are essential in oil and gas applications where safety and reliability are paramount.
Low-Flow Needle Valves: Tailored for applications requiring minimal flow rates, these valves offer enhanced control and precision in sensitive operations.
𝗕𝗲𝗻𝗲𝗳𝗶𝘁𝘀 𝗮𝗻𝗱 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲𝘀
Choosing needle valves offers numerous benefits for industrial applications.
1. Precision Control: Needle valves provide fine control over flow rates, essential for processes requiring accurate measurements.
2. Versatility: They are suitable for a wide range of fluids and gases across various industries.
3. Durability: Constructed from robust materials, needle valves can resist harsh conditions, ensuring longevity.
4. Ease of Operation: Manual and automated options allow for flexible operation depending on user needs.
5. Low Leakage: Designed to minimize leakage, enhancing system efficiency and safety.
6. Cost-Effective: Their reliability and performance can lead to reduced operational costs over time.
𝗕𝘂𝘆𝗶𝗻𝗴 𝗚𝘂𝗶𝗱𝗲 𝗳𝗼𝗿 𝗕𝟮𝗕 𝗕𝘂𝘆𝗲𝗿𝘀
When sourcing needle valves, several factors should be considered to ensure the right choice for your application.
1. Quality Assessment: Evaluate the materials and manufacturing processes to ensure they meet industry standards for performance and durability.
2. Supplier Verification: Vet suppliers for reliability and reputation in the market, checking reviews and certifications.
3. Pricing and MOQ: Consider the pricing structure and minimum order quantities, as these can impact overall project budgets.
4. Delivery and Lead Times: Discuss logistics and delivery schedules with suppliers to ensure timely availability of products.
5. Compliance Requirements: Verify that the valves meet relevant safety and regulatory standards applicable to your industry.
𝗖𝗼𝗺𝗽𝗹𝗶𝗮𝗻𝗰𝗲 𝗮𝗻𝗱 𝗖𝗲𝗿𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Needle valves are often subject to various quality standards to ensure safety and reliability.
ISO 9001 is a widely recognized standard that relates to quality management systems, ensuring that manufacturers maintain high quality in their production processes.
CE certification indicates that the valves meet European safety and performance standards, which is crucial for compliance in many markets.
Safety and testing requirements ensure that needle valves can operate effectively under specified conditions without failure.
Regional compliance considerations may vary, so it is important to ensure that products meet local regulations where they will be used.
𝗪𝗵𝘆 𝗦𝗼𝘂𝗿𝗰𝗲 𝗡𝗲𝗲𝗱𝗹𝗲 𝗩𝗮𝗹𝘃𝗲𝘀 𝗳𝗿𝗼𝗺 𝗣𝗲𝗽𝗮𝗴𝗼𝗿𝗮?
Pepagora provides a trusted platform for sourcing needle valves with several key advantages.
Verified Supplier Network: All suppliers on Pepagora are vetted for quality and reliability, ensuring that buyers receive high-quality products.
Streamlined RFQ Process: Our platform simplifies the request for quotation process, making it easy for buyers to obtain competitive pricing and terms from multiple suppliers.
Trade Assurance and Support: Pepagora offers buyer protection measures to ensure that transactions are safe and that products meet expectations upon delivery.
Regional Coverage: With a presence in India, GCC, and Southeast Asia, Pepagora can cater to diverse market needs and facilitate cross-border transactions effectively.
Newly Added


































Recently Added
A. K. Industries
Premium Tube Fittings For High Pressure Vacuum Industrial Applications
Premium Hydraulic Bite Fittings For High Pressure Fluid Transfer
ASME Condensate Pot For Refineries Petrochemical Plants High Pressure
Aakash Hydraulics
Industrial Ball Valve Test Bench For Multipiece Valve Testing
Industrial Control Valve Test Machine For Performance Validation
Industrial Valve Testing Machine VTM 040 PLC Flanged End Precision
Balaji Industries
Industrial Two Way Manifold Block And Bleed Valves For Fluid Control
Industrial Three Way Manifold H Type Valve For High Pressure Fluid Control
Industrial Machinery Pinion Snubbers For Precision Control And Durability
Apurva Enterprises
Industrial Fluid Systems Premium Straight Tube Fittings Carbon Steel Stainless Steel Brass
Industrial Instrumentation Ball Valves High Pressure Two Piece Three Piece
Industrial Needle Valves For Precise Flow Control In High Pressure Systems
Apex Technology
Industrial Scientific High Performance Vacuum Pump Oil Ultra High Vacuum
Industrial Power Control 50k Ohm 30W Wire Wound Resistor
Industrial Fittings Premium Durable High Pressure Wear Resistant
A Saluji Engineering Works
Industrial Male Bulk Head Connector Durable Leak Proof High Pressure
Industrial Union Crosses For Durable Four Way Piping Connections
Industrial Fluid Gas Systems Front Ferrules Leak Proof Metric Inch Sizes
Nand Kishore Malhotra & Co
Industrial Vacuum Measuring Gauges Analog Digital Precision Durable
Industrial Vacuum Pressure Gauges High Precision Shock Resistant
Industrial Gas Liquid Pressure Gauges Durable Accurate Performance
Micro Precision Products Pvt Ltd
Industrial Block And Bleed Valves For Isolation And Pressure Management
Industrial Process Control T Type Valve Manifold for DP Transmitters
Industrial Valve Manifolds For Pressure Instrument Isolation And Calibration
Aqua Engineering
Industrial Bellow Seal Globe Valves 1 8 Inch Leak Proof Chemical
Industrial Bellow Seal Globe Valves For Zero Leakage In Critical Processes
Industrial Bellow Seal Valve 1 to 8 Inch Metal OEM New
Apple Engineering
Precision Pinion Gears For Automotive And Industrial Motion Control
Industrial Precision Machined Gears High Torque Compact Design
Precision CNC Turned Components For Industrial And Construction Use
Why Businesses Trust Pepagora
Thousands of companies trust Pepagora to source smarter and sell faster
Expand Your Sales Globally
25000+Products listed.Get discovered by global buyers
Tools to boost visibility
Build your own catalog

Source Smarter,Grow Faster
4000+Active RFQs
100+ Countries served
Easy Sourcing Tools
