𝗪𝗵𝗮𝘁 𝗮𝗿𝗲 𝗜𝗻𝗱𝘂𝘀𝘁𝗿𝗶𝗮𝗹 𝗚𝗿𝗮𝗱𝗲 𝗦𝗵𝗿𝗶𝗻𝗸 𝗣𝗮𝗰𝗸𝗮𝗴𝗶𝗻𝗴 𝗠𝗮𝗰𝗵𝗶𝗻𝗲𝘀?
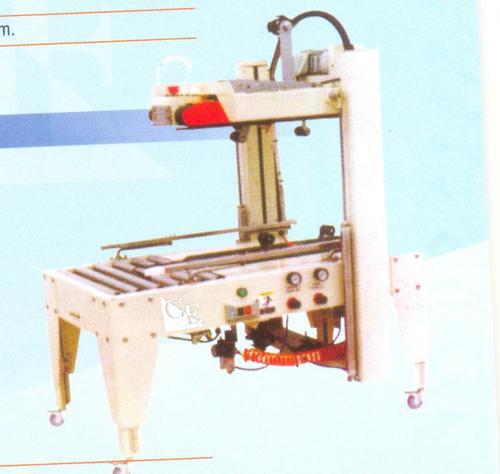
Industrial grade shrink packaging machines are specialized equipment designed to apply shrink film to products for protection and packaging. These machines utilize heat to shrink the film tightly around the product, creating a secure and tamper-evident seal. They are vital in ensuring that products remain intact during storage and transportation while also enhancing their presentation on retail shelves.
These machines find primary applications in various industries, including food and beverage, pharmaceuticals, cosmetics, and consumer goods. They are used to package a wide range of products, from single items to multipacks, providing versatility in packaging solutions. The ability to efficiently package products not only helps in preserving their quality but also plays a crucial role in branding and marketing by offering a professional appearance.
In today's competitive market, the relevance of shrink packaging machines extends beyond mere functionality. As businesses strive to enhance productivity and reduce waste, the demand for reliable and efficient packaging solutions has grown. This trend has led to innovations in machine technology, resulting in machines that are faster, more energy-efficient, and capable of handling diverse packaging materials.
𝗞𝗲𝘆 𝗙𝗲𝗮𝘁𝘂𝗿𝗲𝘀 𝗮𝗻𝗱 𝗦𝗽𝗲𝗰𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Industrial grade shrink packaging machines boast various features that enhance their performance and adaptability. When considering these machines, it is essential to understand the key specifications that define their capabilities and efficiency.
Key specifications include:
1. Film Compatibility
- Supports various types of shrink films, including PVC, PE, and PP.
- Accommodates different thicknesses for diverse applications.
2. Speed of Operation
- Capable of processing up to 30-150 packs per minute, depending on the model.
- Adjustable speeds for different product sizes and packaging types.
3. Heating System
- Utilizes electric or gas heaters for uniform heat distribution.
- Quick heating capabilities to minimize downtime.
4. Control System
- Features digital or programmable controls for precise adjustments.
- User-friendly interfaces for easy operation and monitoring.
5. Dimensions and Footprint
- Compact designs available for space-constrained environments.
- Standard sizes to accommodate various production line layouts.
6. Energy Efficiency
- Designed to minimize power consumption while maximizing output.
- Eco-friendly options available to reduce environmental impact.
7. Safety Features
- Incorporates emergency stop buttons and safety guards.
- Meets safety standards to protect operators during use.
8. Maintenance Requirements
- Simple maintenance protocols for ease of servicing.
- Availability of replacement parts for long-term operation.
In summary, understanding the features and specifications of industrial grade shrink packaging machines helps businesses select the right equipment to meet their specific needs and enhance operational efficiency.
𝗖𝗼𝗺𝗺𝗼𝗻 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀 𝗮𝗻𝗱 𝗨𝘀𝗲 𝗖𝗮𝘀𝗲𝘀
Industrial grade shrink packaging machines serve a wide array of industries, highlighting their versatility and importance in modern manufacturing and packaging processes.
1. Food and Beverage: These machines are extensively used to package food items, such as snacks, bottled beverages, and frozen meals, ensuring freshness and extending shelf life.
2. Pharmaceuticals: In the pharmaceutical industry, shrink packaging machines protect medications and supplements, preventing contamination and ensuring product integrity.
3. Cosmetics: Cosmetic products are often packaged in shrink film to provide a polished look while protecting sensitive items from damage during transit.
4. Consumer Goods: Household products, including cleaning supplies and personal care items, frequently utilize shrink packaging to enhance presentation and prevent leaks.
5. Electronics: Shrink packaging helps protect electronic components and devices from moisture and dust, ensuring they reach consumers in optimal condition.
6. Industrial Parts: These machines are used to bundle and package industrial components, providing secure handling and transport while keeping items organized.
7. E-commerce: With the rise of online shopping, shrink packaging machines are increasingly utilized to protect items during shipping, enhancing customer satisfaction.
𝗣𝗿𝗼𝗱𝘂𝗰𝘁 𝗩𝗮𝗿𝗶𝗮𝗻𝘁𝘀 𝗮𝗻𝗱 𝗦𝘂𝗯𝗰𝗮𝘁𝗲𝗴𝗼𝗿𝗶𝗲𝘀
The diversity of industrial grade shrink packaging machines allows businesses to choose models that best fit their operational needs.
Horizontal Shrink Packaging Machines: These models are designed for horizontal packaging applications, suitable for packaging items like bottles and boxes. They offer high-speed operation and versatility in film types.
Vertical Shrink Packaging Machines: Ideal for taller products, these machines efficiently package items such as jars or standing pouches. They are known for their space-saving designs and effective sealing capabilities.
Semi-Automatic Shrink Packaging Machines: These machines require some manual input, making them suitable for small to medium-sized businesses. They provide flexibility and are often more cost-effective.
Automatic Shrink Packaging Machines: Designed for high-volume production, these machines operate independently and are equipped with advanced control systems. They are ideal for large manufacturers looking to streamline operations.
𝗕𝗲𝗻𝗲𝗳𝗶𝘁𝘀 𝗮𝗻𝗱 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲𝘀
Investing in industrial grade shrink packaging machines offers numerous advantages that can significantly enhance operational efficiency and product quality.
1. Enhanced Product Protection: Shrink packaging provides a tight seal that protects products from moisture, dust, and physical damage, ensuring they arrive in pristine condition.
2. Improved Shelf Life: By creating a barrier against environmental factors, shrink packaging helps extend the shelf life of perishable items, particularly in the food and beverage industry.
3. Cost Efficiency: These machines help reduce packaging material waste and minimize labor costs through automation, contributing to overall cost savings for businesses.
4. Branding Opportunities: Shrink packaging allows for eye-catching designs that can enhance branding and marketing efforts, making products more appealing to consumers.
5. Versatility: Industrial grade shrink packaging machines can handle a wide range of products and packaging materials, making them suitable for various industries.
6. Easy Operation: Many machines feature user-friendly controls, allowing operators to quickly learn and efficiently manage the packaging process.
𝗕𝘂𝘆𝗶𝗻𝗴 𝗚𝘂𝗶𝗱𝗲 𝗳𝗼𝗿 𝗕𝟮𝗕 𝗕𝘂𝘆𝗲𝗿𝘀
When sourcing industrial grade shrink packaging machines, it is essential for B2B buyers to consider several factors to ensure they make informed decisions.
1. Quality Assessment: Evaluate the quality of machines based on durability, performance, and the reputation of the manufacturer. Look for machines that meet industry standards and have positive reviews from other users.
2. Supplier Verification: Vet suppliers to ensure they have a proven track record in providing reliable machinery. Check for certifications and customer feedback to assess their credibility.
3. Pricing and MOQ: Consider the total cost of ownership, including the initial purchase price, maintenance costs, and potential long-term savings. Also, inquire about minimum order quantities to align with your purchasing needs.
4. Delivery and Lead Times: Discuss delivery timelines and logistics with suppliers to ensure timely installation and operation. Account for any potential delays that could impact your production schedule.
5. Compliance Requirements: Ensure that the machines meet relevant regulatory standards and certifications, such as CE marking, to guarantee safety and performance in your specific industry.
𝗖𝗼𝗺𝗽𝗹𝗶𝗮𝗻𝗰𝗲 𝗮𝗻𝗱 𝗖𝗲𝗿𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Compliance and certifications play a critical role in the manufacturing and operation of industrial grade shrink packaging machines. Key quality standards include ISO 9001, which ensures that manufacturers maintain high-quality management systems. Additionally, the Hazard Analysis Critical Control Point (HACCP) standard emphasizes food safety management, particularly for machines used in the food and beverage sector.
Furthermore, many industrial shrink packaging machines are certified with the CE mark, indicating compliance with European health, safety, and environmental protection standards. This certification assures buyers that the equipment meets essential safety requirements during operation.
Safety and testing requirements are equally important, as machines must undergo rigorous testing to ensure they function safely and efficiently. Regional compliance considerations also play a role, as different regions may have varying regulations that manufacturers must adhere to, impacting machine design and functionality.
𝗪𝗵𝘆 𝗦𝗼𝘂𝗿𝗰𝗲 𝗜𝗻𝗱𝘂𝘀𝘁𝗿𝗶𝗮𝗹 𝗚𝗿𝗮𝗱𝗲 𝗦𝗵𝗿𝗶𝗻𝗸 𝗣𝗮𝗰𝗸𝗮𝗴𝗶𝗻𝗴 𝗠𝗮𝗰𝗵𝗶𝗻𝗲𝘀 𝗳𝗿𝗼𝗺 𝗣𝗲𝗽𝗮𝗴𝗼𝗿𝗮?
Pepagora provides a trusted platform for sourcing industrial grade shrink packaging machines, offering several key advantages for B2B buyers.
Verified Supplier Network: Pepagora collaborates with a network of verified suppliers, ensuring that buyers access high-quality machines from reputable manufacturers. This vetting process helps mitigate risks associated with purchasing.
Streamlined RFQ Process: The platform features a streamlined request for quotation (RFQ) process, allowing buyers to easily compare prices and specifications from multiple suppliers. This efficiency supports informed purchasing decisions.
Trade Assurance and Support: Pepagora offers trade assurance features, providing buyers with protection during transactions. Additionally, dedicated support ensures that any queries or concerns are promptly addressed.
Regional Coverage: With a wide geographic reach across India, the GCC, and Southeast Asia, Pepagora facilitates connections between buyers and suppliers, making it easier to source machinery tailored to specific regional requirements.