undefined
Butterfly Valves
106 products available
𝗪𝗵𝗮𝘁 𝗮𝗿𝗲 𝗕𝘂𝘁𝘁𝗲𝗿𝗳𝗹𝘆 𝗩𝗮𝗹𝘃𝗲𝘀?
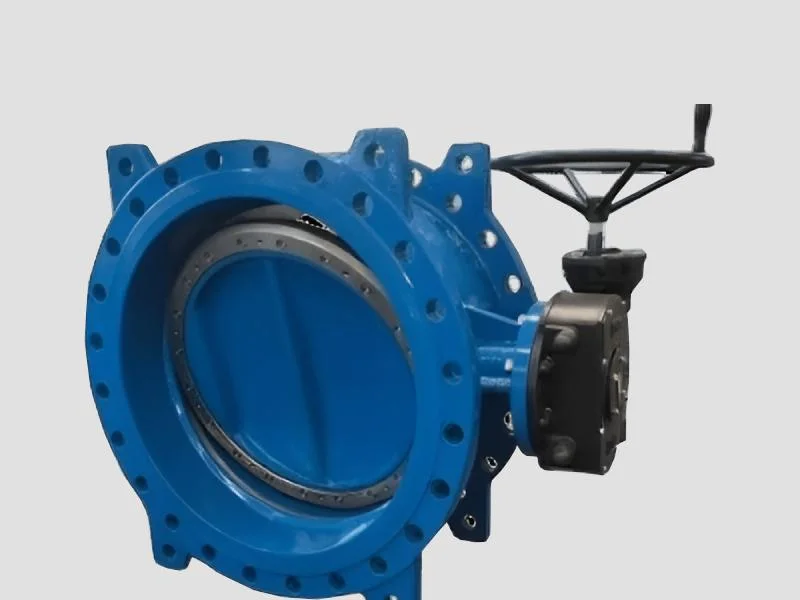
Butterfly valves are rotational valves that utilize a circular disc to control the flow of fluid through a pipe. The disc is mounted on a shaft and rotates within the valve body, allowing for quick opening and closing of the flow. This simple yet effective design enables butterfly valves to function efficiently in various applications. They are known for their lightweight construction, compact design, and cost-effectiveness compared to other types of valves.
These valves are widely used in industries such as water treatment, oil and gas, chemical processing, and HVAC systems. Their primary function is to regulate the flow of liquids and gases, making them essential in systems requiring precise control. The versatility of butterfly valves allows them to be employed in both on-off and throttling applications, providing flexibility to meet diverse operational needs. As industries increasingly focus on efficiency and reliability, butterfly valves continue to gain relevance in the market.
𝗞𝗲𝘆 𝗙𝗲𝗮𝘁𝘂𝗿𝗲𝘀 𝗮𝗻𝗱 𝗦𝗽𝗲𝗰𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Butterfly valves are characterized by several key features and specifications that enhance their functionality and applicability in various settings. Understanding these specifications helps buyers make informed decisions when selecting the right valve for their needs.
Key specifications include:
1. Valve Size
- Available in various diameters ranging from small (2 inches) to large (up to 48 inches or more)
- Size selection is crucial for ensuring compatibility with existing systems
2. Pressure Rating
- Typically rated for low to moderate pressure applications, with common ratings of 150 psi to 300 psi
- Higher ratings may be available for specialized applications
3. Body Material
- Common materials include cast iron, stainless steel, and PVC
- Material choice affects durability, corrosion resistance, and overall performance
4. Disc Type
- Options include resilient seated, metal seated, or lined designs
- Each type offers different sealing capabilities and operational efficiencies
5. Actuation Type
- Available in manual, pneumatic, or electric actuation systems
- Actuation choice influences ease of operation and control precision
6. Temperature Range
- Generally suitable for a wide range of temperatures, but specific ranges can vary based on materials used
- Typical range may be from -20°F to 200°F, depending on the application
7. Compliance Standards
- Must meet industry standards such as CE certification for safety and reliability
- Compliance ensures suitability for various applications and regulatory environments
8. Installation Type
- Can be designed for wafer, lug, or flanged installations
- Installation type affects ease of integration into existing systems
In summary, understanding the key features and specifications of butterfly valves is essential for selecting the appropriate valve for specific applications. The right valve can ensure optimal performance, efficiency, and reliability.
𝗖𝗼𝗺𝗺𝗼𝗻 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀 𝗮𝗻𝗱 𝗨𝘀𝗲 𝗖𝗮𝘀𝗲𝘀
Butterfly valves serve various industries, each with specific applications that leverage their unique advantages.
1. Water Treatment: In municipal water and wastewater treatment plants, butterfly valves are used to control the flow of water and chemicals, ensuring efficient treatment processes.
2. Oil and Gas: Butterfly valves play a critical role in the oil and gas industry for flow control in pipelines, refineries, and storage facilities, allowing for safe and efficient operations.
3. Chemical Processing: These valves are frequently used in chemical plants to manage the flow of corrosive and hazardous materials, providing reliable sealing and ease of maintenance.
4. HVAC Systems: In heating, ventilation, and air conditioning systems, butterfly valves regulate airflow and temperature, contributing to energy efficiency and comfort.
5. Food and Beverage: Butterfly valves are employed in food processing applications to ensure sanitary flow control while meeting industry regulations for safety.
6. Pulp and Paper: In the pulp and paper industry, butterfly valves control the flow of water and chemicals in the production process, enabling efficient operation and quality control.
7. Marine Applications: These valves are used in shipbuilding and marine engineering to manage the flow of water and other fluids onboard, ensuring safety and functionality.
𝗣𝗿𝗼𝗱𝘂𝗰𝘁 𝗩𝗮𝗿𝗶𝗮𝗻𝘁𝘀 𝗮𝗻𝗱 𝗦𝘂𝗯𝗰𝗮𝘁𝗲𝗴𝗼𝗿𝗶𝗲𝘀
Butterfly valves come in a variety of configurations to meet specific operational requirements. Each variant is designed to address unique challenges and applications.
Standard Butterfly Valve
This is the most common type, featuring a simple design suitable for various applications. It offers reliable flow control and is easy to install and maintain.
Lug Butterfly Valve
Designed for dead-end service, lug butterfly valves have threaded lugs for bolting to the pipe flanges. They offer flexibility in installation and are ideal for systems requiring frequent maintenance.
Wafer Butterfly Valve
This variant is designed to fit between two flanges and is typically thinner than lug valves, making it a cost-effective option. Wafer butterfly valves are lightweight and easy to handle.
𝗕𝗲𝗻𝗲𝗳𝗶𝘁𝘀 𝗮𝗻𝗱 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲𝘀
Butterfly valves offer numerous benefits that make them a preferred choice in many industrial applications.
1. Space Efficiency: Their compact design requires less space compared to other valve types, making them ideal for installations where space is limited.
2. Quick Operation: Butterfly valves can be opened or closed with just a quarter turn, allowing for rapid flow control in critical applications.
3. Cost-Effectiveness: Generally more affordable than other valve types, butterfly valves provide excellent performance at a lower cost, making them budget-friendly.
4. Versatile Applications: Suitable for liquids, gases, and slurries, butterfly valves can be used in a wide range of industries, enhancing their versatility.
5. Low Maintenance: The simple design and fewer moving parts lead to reduced maintenance needs, saving time and costs for operators.
6. Reliable Sealing: With proper selection of materials and designs, butterfly valves can provide effective sealing, ensuring minimal leakage and optimal performance.
𝗕𝘂𝘆𝗶𝗻𝗴 𝗚𝘂𝗶𝗱𝗲 𝗳𝗼𝗿 𝗕𝟮𝗕 𝗕𝘂𝘆𝗲𝗿𝘀
When sourcing butterfly valves, B2B buyers should consider several critical factors to ensure they choose the right products for their applications.
1. Quality Assessment: Evaluate the quality of materials and manufacturing processes. Look for certifications such as CE to ensure compliance with industry standards.
2. Supplier Verification: Conduct thorough research on potential suppliers. Check their reputation, customer reviews, and ability to deliver products on time.
3. Pricing and MOQ: Understand the pricing structure and minimum order quantities. Compare costs among different suppliers to ensure competitive pricing while maintaining quality.
4. Delivery and Lead Times: Confirm the expected lead times for delivery. Timely receipt of products is crucial for maintaining operational efficiency.
5. Compliance Requirements: Be aware of any regional compliance requirements that may affect the choice of valves, including safety and environmental regulations.
𝗖𝗼𝗺𝗽𝗹𝗶𝗮𝗻𝗰𝗲 𝗮𝗻𝗱 𝗖𝗲𝗿𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Compliance with relevant regulations and industry standards is vital when sourcing butterfly valves. Key quality standards include ISO 9001, which focuses on quality management systems, ensuring consistent product quality and reliability.
Certifications such as CE indicate that the valve meets European safety and performance standards. These certifications assure buyers of the product's quality and safety.
Safety and testing requirements are paramount, especially in industries dealing with hazardous materials. Compliance with safety standards helps minimize risks associated with valve failures.
Buyers should also consider regional compliance, as different areas may have specific regulations that must be adhered to when using butterfly valves in various applications.
𝗪𝗵𝘆 𝗦𝗼𝘂𝗿𝗰𝗲 𝗕𝘂𝘁𝘁𝗲𝗿𝗳𝗹𝘆 𝗩𝗮𝗹𝘃𝗲𝘀 𝗳𝗿𝗼𝗺 𝗣𝗲𝗽𝗮𝗴𝗼𝗿𝗮?
Pepagora provides a trusted platform for sourcing butterfly valves with several key advantages that benefit businesses.
Verified Supplier Network: Pepagora features a network of vetted suppliers who meet strict quality and reliability standards. This ensures that buyers can source products from reputable manufacturers.
Streamlined RFQ Process: The platform offers a straightforward Request for Quotation (RFQ) process, allowing buyers to easily request pricing and product information from multiple suppliers at once.
Trade Assurance and Support: Pepagora provides buyer protection through trade assurance policies. This means that buyers can have confidence in their transactions and receive support if issues arise.
Regional Coverage: With a strong presence in India, the GCC, and Southeast Asia, Pepagora offers extensive geographic reach, making it easier for buyers to access butterfly valves tailored to their needs.
Newly Added







































Recently Added
M M Cast
Industrial Check Valve Castings For Steam Air Water Gas Oil
Industrial Globe Valve Castings for Flow Control in Demanding Environments
Industrial Ball Valve Castings For Fluid Control Systems
Pravin Rubber & Engg Works
Industrial Expansion Bellows For Thermal Vibration Movement
Industrial Anti Vibration Pads For Machinery With Rib Heights
Industrial Machinery And Equipment For Importers And Distributors
Parth Enterprises
Industrial Butterfly Valves Steel High Pressure Flow Control
Industrial Precision Actuator Mounted Butterfly Valves For Flow Control
Industrial Actuated Butterfly Valves For Flow Control Automation
Metropolitan Industries
Industrial Gate Valves Full Bore High Flow Isolation for Oil Gas Water
Industrial Gate Valves High Pressure Oil Gas Water Chemical 15 2000mm NB
Industrial Carbon Steel Gate Valves For Abrasive Slurry Flows
Hydro Pneo Vac Technologies
Industrial Vacuum Chambers Stainless Steel Aluminum Precision
Industrial Stainless Steel Vacuum Chambers For Corrosion Resistance
Industrial Vacuum Chambers Corrosion Resistant Precision Engineered
Kalpana Enterprise
Concrete Plant Parts Premium Durable Batching Operations Components
Industrial Pipeline Cleaning Pigs For Oil Gas Chemical Maintenance
Industrial Piston Ram Durable Aluminum Alloy Cast Iron Engine Component
Vishwabalaa Engineering Pvt Ltd
Industrial Strum Box Strainers For Fluid Filtration And Equipment Protection
Industrial Basket Strainers Stainless Steel Filtration Quick Opening
Industrial T Strainers For Water Treatment Oil Gas Chemical Filtration
Quick supplier
Industrial Manual Butterfly Valve Alloy Epoxy Coating Medium Pressure
Industrial Cast Steel Globe Valve Angle Pattern IBR Manual Low Pressure
Industrial Feed Check Valve Steel Alloy Manual Low Pressure Water
Merger System
Heavy Duty Belt Conveyor Systems 300mm BW Up To 100 TPH
Industrial Screw Conveyors For Bulk Material Handling In Agriculture And Construction
Premium Conveyor Idlers For Bulk Material Handling Systems
Mascon Techneeds
Industrial Automation Premium Pneumatic Valves With ISO 5211 Compliance
Industrial Automation Hydraulic Pneumatic Valves Durable Corrosion Resistant
Sanitary Manual Diaphragm Valve For Industrial Flow Control
Why Businesses Trust Pepagora
Thousands of companies trust Pepagora to source smarter and sell faster
Expand Your Sales Globally
25000+Products listed.Get discovered by global buyers
Tools to boost visibility
Build your own catalog

Source Smarter,Grow Faster
4000+Active RFQs
100+ Countries served
Easy Sourcing Tools
