undefined

Similar Products







Description
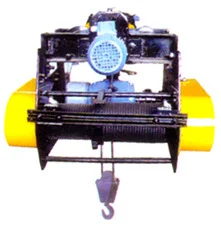
Our industrial modular wire rope hoists are engineered specifically for businesses requiring efficient lifting solutions in space-constrained environments. Designed with low headro...
Our industrial modular wire rope hoists are engineered specifically for businesses requiring efficient lifting solutions in space-constrained environments. Designed with low headroom requirements, these hoists deliver full lifting capacity without compromising performance in areas with height restrictions. The modular construction facilitates quick component replacement and maintenance procedures, significantly reducing operational downtime and associated costs. Manufactured with IS-certified components, these hoists adhere to stringent quality standards, ensuring dependable operation across various industrial applications. This combination of space-efficient design and maintainability positions them as an optimal choice for organizations seeking to enhance their material handling processes. These wire rope hoists serve essential functions across multiple industrial sectors including construction, manufacturing, warehousing, logistics, and maintenance facilities. Construction operations utilize them for handling structural elements like steel beams and concrete panels with precision. Manufacturing plants depend on them for accurate component positioning throughout assembly processes. Warehousing operations rely on their efficiency for loading and unloading activities, while logistics centers employ them for cargo management. Maintenance facilities benefit from their consistent performance during equipment servicing and repair tasks. Each industry values the hoist's ability to maintain safety standards while operating effectively in challenging conditions. The business value of these modular wire rope hoists lies in their exceptional reliability and long-term cost efficiency. Their durable construction utilizing high-grade steel components ensures extended service life with minimal maintenance requirements, delivering substantial return on investment. The integrated fail-safe brake system automatically engages during power interruptions, preventing potential accidents and safeguarding both personnel and valuable assets. The modular design allows for straightforward adaptation to specific operational requirements through various trolley configurations and lifting capacities. This flexibility, combined with IS certification, provides buyers with confidence in the product's quality and appropriateness for their industrial applications. Key Features: - Modular construction enables straightforward maintenance and reduces operational interruptions - Low headroom design optimized for installations with space limitations - Spur and helical gear systems with oil bath lubrication for consistent performance - IS-certified motor components and automatic fail-safe braking for operational safety - High-grade steel construction ensures structural integrity and extended service life Benefits: - Reduced maintenance costs through modular design and easy component replacement - Space optimization in facilities with height restrictions through low headroom configuration - Smooth operational performance with reliable gear systems and proper lubrication - Enhanced workplace safety with certified components and automatic braking systems - Long-term durability and consistent performance with high-quality steel construction
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial modular wire rope hoists provide precise vertical lifting solutions for heavy material handling across multiple sectors. Their robust construction and safety mechanisms ensure reliable performance in demanding environments, from manufacturing facilities to construction sites and logistics centers. These hoists maintain consistent operation under rigorous conditions while prioritizing personnel and asset protection. These lifting systems excel in construction, manufacturing, warehousing, logistics, and maintenance operations. The modular design and low headroom capability enable seamless integration into workshops, assembly lines, and storage facilities where space optimization is critical. This configuration ensures minimal downtime while maximizing productivity in industrial settings that require efficient material movement. - Lifting structural steel beams and concrete panels at construction sites - Positioning heavy machinery components along manufacturing assembly lines - Loading and unloading palletized materials in warehouse storage facilities - Handling cargo containers and shipping materials in port operations - Supporting equipment maintenance and repair tasks in industrial workshops
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Apurva Engineering Corporation, Gujarat
 Gujarat, India
Gujarat, India
Construction•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
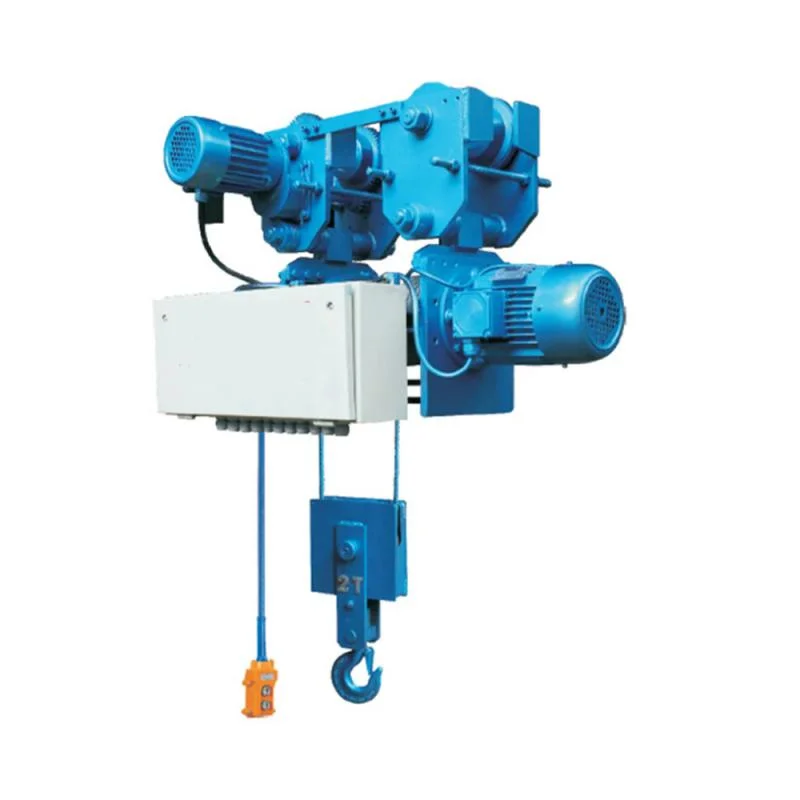
Industrial Modular Wire Rope Hoists For Low Headroom Lifting
IS-certified modular wire rope hoists for low headroom industrial lifting applications. Built for reliability, safety, and easy maintenance to reduce operational downtime in constrained spaces.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Apurva Engineering Corporation Gujarat, India
Gujarat, India
ConstructionManufacturer