undefined
Apparel & Fashion
Loading subcategories...
View More

Description
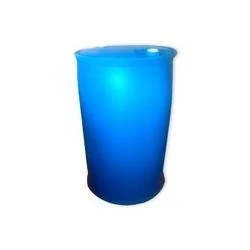
Engineered for superior performance, our industrial wide mouth drums offer a robust solution for secure storage and efficient transportation. The defining large opening facilitates...
Engineered for superior performance, our industrial wide mouth drums offer a robust solution for secure storage and efficient transportation. The defining large opening facilitates straightforward filling, thorough cleaning, and complete material access, streamlining handling processes. Constructed from selected, high-quality materials, these drums ensure durability and broad compatibility with diverse contents, including aggressive chemicals, sensitive foodstuffs, and pharmaceutical-grade materials. Every unit undergoes a series of rigorous tests to verify it meets exacting industry standards for safety, leak prevention, and long-term reliability, providing a dependable containment vessel for critical industrial applications. These drums serve as a foundational component in numerous industries due to their adaptability and proven performance. Chemical producers utilize them for the safe containment of hazardous and non-hazardous liquid and powdered substances. Food manufacturers rely on them for bulk ingredients, ensuring product purity. Pharmaceutical companies use them for raw material storage under controlled conditions. In agriculture, they are pivotal for concentrate storage, and the paints industry depends on them for bulk material management. Their standardized design ensures seamless integration with pallet jacks, forklifts, and automated racking systems, making them a versatile asset in modern industrial facilities and logistics networks. The inherent business value of these wide mouth drums lies in their contribution to operational efficiency, cost reduction, and risk mitigation. The durable build quality minimizes potential for leaks, spills, and product contamination, thereby protecting valuable inventory and ensuring adherence to strict health, safety, and environmental regulations. The time-saving wide mouth design accelerates filling and emptying cycles, directly boosting productivity on the factory floor or in the warehouse. Their reliable performance reduces downtime and replacement frequency, while their compatibility with standard equipment avoids the need for costly specialized infrastructure. This combination of durability, efficiency, and compliance makes them a strategic, long-term investment for businesses focused on reliable and scalable storage and logistics solutions. Key Features: - Large wide mouth opening for effortless filling, cleaning, and material access. - Robust construction using high-grade, industry-compliant materials for enhanced durability. - Designed to be compatible with standard forklifts, pallet jacks, and storage racking systems. - Features secure, reliable closure systems engineered to prevent leaks and ensure containment. - Available in various standard sizes and capacities to suit different volume requirements. Benefits: - Saves significant time and labor during loading, unloading, and cleaning processes. - Provides reliable, long-lasting containment that protects valuable materials and reduces waste. - Minimizes the risk of leaks and contamination, supporting regulatory compliance and safety. - Enhances supply chain efficiency with easy handling and integration into existing logistics. - Offers a cost-effective storage solution through durability and reduced operational downtime.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial wide mouth drums provide secure, efficient storage and transportation for liquids, powders, and semi-solid materials across demanding sectors. Their large opening design simplifies filling, cleaning, and dispensing operations, making them ideal for handling viscous substances, sensitive ingredients, and regulated products while maintaining material integrity and preventing contamination during handling and logistics. These versatile containers are essential in chemical processing, food production, pharmaceutical manufacturing, agricultural supply, and industrial coatings. They support both static warehouse storage and dynamic transport within supply chains. The wide mouth significantly reduces loading and unloading time, enhancing operational workflow efficiency for businesses managing large material volumes, ensuring smooth transitions between production, storage, and distribution phases. - Chemical manufacturing: Safe storage and transport of industrial solvents, acids, alkalis, and specialty chemical compounds. - Food processing: Containment of edible oils, liquid sweeteners, food-grade syrups, sauces, and beverage concentrates. - Pharmaceutical production: Holding raw materials, intermediates, and non-hazardous active pharmaceutical ingredients (APIs). - Agricultural operations: Storing liquid fertilizers, pesticides, herbicides, and crop nutrients for distribution and application. - Paints and coatings industry: Managing bulk quantities of paints, industrial coatings, inks, dyes, and adhesive formulations.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Abhay Traders, New Delhi
 New Delhi, India
New Delhi, India
Trading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Storage Wide Mouth Drums For Chemicals Foods Pharmaceuticals
Premium wide mouth drums for industrial storage of chemicals, foods, and pharmaceuticals. Rigorously tested for reliable containment and transport, available in custom options for bulk buyers.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Abhay Traders New Delhi, India
New Delhi, India
Trading Company