₹
Apparel & Fashion
Loading subcategories...
View More

Description
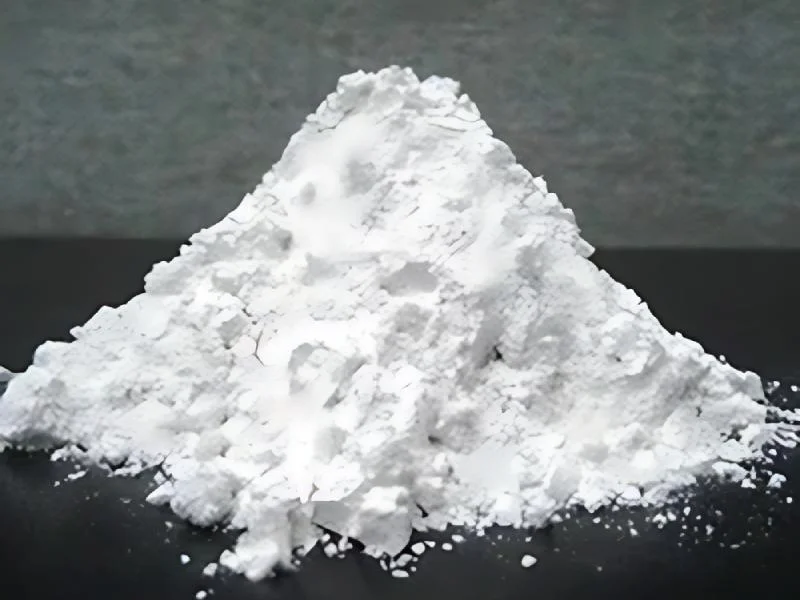
Industrial White Quartz Lumps represent premium-grade natural quartz characterized by exceptional purity and consistent physical properties. These lumps contain minimum 99% silicon...
Industrial White Quartz Lumps represent premium-grade natural quartz characterized by exceptional purity and consistent physical properties. These lumps contain minimum 99% silicon dioxide with remarkably low impurity levels of iron oxide ≤0.1% and aluminum oxide ≤0.2%, ensuring superior performance in critical industrial processes. The material's natural white coloration, combined with Mohs hardness of 7 and bulk density of 2.65-2.70 g/cm³, makes it ideal for applications where both chemical purity and physical durability are essential. Available in carefully sorted lump sizes ranging from 10-100mm, this quartz maintains moisture content below 0.5% and offers extended storage life exceeding 5 years under proper dry conditions, providing reliable supply chain stability for industrial operations. These high-purity quartz lumps serve essential roles across multiple industrial sectors where material consistency directly impacts manufacturing outcomes. In glass production, they function as the primary silica source for manufacturing container glass, flat glass, and specialty glass products requiring precise optical properties. The ceramics and refractories industry utilizes these lumps for manufacturing kiln furniture, ceramic tiles, and high-temperature linings due to their exceptional thermal stability and resistance to thermal shock. Metallurgical operations depend on them as effective fluxing agents in steel and aluminum production processes, while the chemical industry values their purity for manufacturing silica-based compounds and acid-resistant materials that meet stringent quality standards. Businesses selecting these White Quartz Lumps gain significant operational advantages through reliable material performance and consistent supply chain availability. The high purity levels minimize production rejects and ensure uniform end-product quality across multiple manufacturing cycles. The material's inherent thermal and chemical stability reduces processing variables during manufacturing, leading to more predictable operational outcomes. Flexible packaging options including 25kg bags, 50kg bags, and bulk containers allow businesses to optimize logistics and storage according to their specific operational scale. The extended 5+ year storage life provides substantial inventory flexibility without quality degradation, while the material's global acceptance meets international quality standards for both domestic applications and export markets. Key Features: - Minimum 99% SiO2 content ensuring high purity for critical industrial applications - Low impurity levels with Fe2O3 ≤0.1% and Al2O3 ≤0.2% for contamination-free processing - Mohs hardness of 7 providing excellent durability and wear resistance in demanding environments - Controlled particle size distribution of 10-100mm lumps for consistent processing performance - Bulk density of 2.65-2.70 g/cm³ with moisture content ≤0.5% ensuring predictable material behavior Benefits: - Enhanced end-product quality through consistent high-purity raw material supply - Reduced manufacturing defects and processing variations across production cycles - Extended storage capability of 5+ years without material quality degradation - Versatile application compatibility across glass, ceramics, metallurgy, and chemical industries - Reliable performance maintenance in high-temperature and chemically aggressive environments
Specifications
| Attribute | Value |
|---|---|
| SiO₂ Content | ≥ 99% |
| Fe₂O₃ Content | ≤ 0.1% |
| Al₂O₃ Content | ≤ 0.2% |
| Mohs Hardness | 7 |
| Bulk Density | 2.65 – 2.70 g/cm³ |
| Moisture Content | ≤ 0.5% |
| Particle Size | 10 – 100 mm (lumps) |
| Color | White |
| Packaging Options | 25 kg / 50 kg / Bulk Bags |
| Storage Life | 5+ years (dry storage) |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
White Quartz Lumps deliver exceptional performance across industrial sectors due to their 99% SiO2 purity and minimal impurities. With Fe2O3 content ≤0.1% and Al2O3 ≤0.2%, these lumps ensure contamination-free processing in high-temperature environments. The consistent 10-100mm size distribution provides optimal handling in various industrial equipment, while low moisture content prevents processing complications during manufacturing operations. These premium quartz lumps are engineered for precision manufacturing where material quality directly impacts final product outcomes. The combination of thermal resistance, chemical stability, and physical durability makes them suitable for demanding industrial processes. Industries value the predictable performance and extended 5+ year storage life, which provides supply chain flexibility without compromising material integrity or processing characteristics. - Glass manufacturing as primary silica source for container, flat, and specialty glass production - Ceramic and refractory production for kiln furniture, tiles, and high-temperature linings - Metallurgical processes as fluxing agent in steel and aluminum smelting operations - Chemical industry for silica-based compounds and acid-resistant material production - Surface treatment applications including abrasive blasting and precision polishing
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Diamond Engineering Enterprises , Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Africa
Industrial White Quartz Lumps 99% SiO2 10 100mm High Purity
Industrial White Quartz Lumps with 99% SiO2 purity for glass, ceramics, and metallurgy applications. High thermal resistance, chemical stability, and Mohs hardness 7. Available in 10-100mm lumps with flexible packaging options.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Diamond Engineering Enterprises 
 Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer