undefined
Similar Products






Description
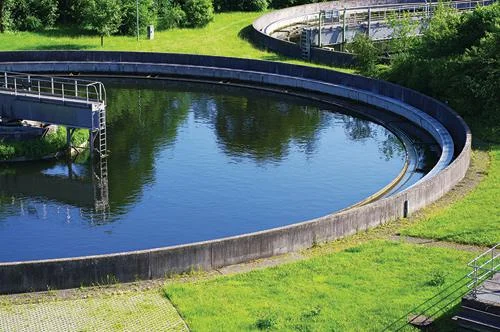
Our industrial water treatment solutions provide comprehensive protection for cooling, boiler, and process water systems across various industrial sectors. Using advanced technolog...
Our industrial water treatment solutions provide comprehensive protection for cooling, boiler, and process water systems across various industrial sectors. Using advanced technology and proven methodologies, we deliver reliable treatments that ensure system efficiency and compliance with national quality standards. Each solution is designed to address specific operational challenges while maintaining consistent performance and reliability. Our approach combines technical expertise with practical applications to meet the demanding requirements of industrial water management. These water treatment solutions serve critical functions across multiple industries including manufacturing, power generation, textiles, and chemical processing. In manufacturing facilities, our treatments protect cooling systems and process equipment from performance degradation. Power generation plants rely on our boiler water treatments to maintain steam system integrity and safety. Textile manufacturers benefit from process water conditioning that enhances product quality while chemical processors utilize our solutions for efficient operations and waste reduction. Each industry application is supported by tailored approaches that address unique operational requirements. The business value of our water treatment solutions lies in their reliability, cost-effectiveness, and performance consistency. By preventing equipment damage and maintaining system efficiency, our treatments significantly reduce operational costs and extend equipment lifespan. The reliability of our services ensures minimal downtime and consistent production output. Our commitment to quality standards and technological advancement provides assurance of effective results. These factors combine to deliver strong return on investment through reduced maintenance needs and optimized system performance. Key Features: - Cooling water treatment systems to prevent scaling and corrosion. - Boiler water treatment for efficient steam generation and safety. - Process water conditioning for various industrial applications. - Advanced technology implementation for consistent performance. - Compliance with national quality standards and regulations. Benefits: - Extended equipment lifespan through corrosion and scale prevention. - Reduced operational costs via minimized maintenance requirements. - Consistent system performance ensuring reliable operations. - Compliance with quality standards and environmental regulations. - Optimized efficiency across cooling, boiler, and process systems.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
Our industrial water treatment solutions are engineered to protect critical equipment from scaling, corrosion, and biological contamination. These services maintain system efficiency, extend equipment lifespan, and ensure consistent operational performance across demanding industrial environments. Customized approaches address specific water chemistry and process requirements for optimal results. Industries such as manufacturing, power generation, textiles, and chemical processing rely on our expertise to meet strict operational and environmental standards. Our treatments help prevent costly downtime, reduce maintenance expenses, and support sustainable water management practices. Each solution is backed by technical knowledge and reliable service delivery. - Cooling tower systems in manufacturing plants to maintain heat transfer efficiency and prevent scale buildup. - Boiler water treatment in power generation facilities to ensure steam purity and equipment protection. - Process water conditioning in textile manufacturing to enhance product quality and reduce chemical consumption. - Water treatment for chemical processing operations to support separation and purification processes. - Industrial system maintenance through corrosion inhibition and microbial control in various applications.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Industrial Equipment & Machinery•Trading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Quality & Certification
CalCon Inst. & Sales is an ISO 9001 : 2000 certified company
CalCon Inst. & Sales is an ISO 9001 : 2000 certified companyIndustrial Water Treatment Solutions For Cooling Boiler Process Systems
Industrial Water Treatment Solutions for cooling, boiler, and process systems ensure reliable performance and compliance with national quality standards using advanced technology.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
CalCon Instrumentation & Sales LLC
 , India
, India
Industrial Equipment & MachineryTrading Company