undefined

Similar Products







Description
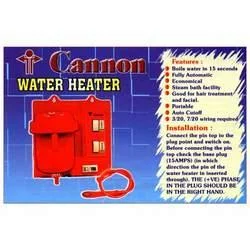
Our precision water heating systems are specifically engineered for the rigorous demands of food and pharmaceutical processing industries. These industrial-grade heaters deliver co...
Our precision water heating systems are specifically engineered for the rigorous demands of food and pharmaceutical processing industries. These industrial-grade heaters deliver consistently controlled hot water between 85-95°C with 24kW power capacity, ensuring reliable thermal performance for critical manufacturing processes. The semi-automated operation provides optimal control while maintaining operational simplicity, and the 300-500 liter capacity range accommodates medium-scale production requirements efficiently. Built with durability and precision in mind, these systems feature customizable power loading to match specific process demands, making them versatile solutions for facilities requiring dependable thermal management without compromising on safety or efficiency. In pharmaceutical manufacturing, these water heaters play a crucial role in maintaining sterile conditions through reliable equipment sanitization and process water heating. The food processing industry utilizes them for multiple applications including ingredient preparation, cooking processes, and cleaning cycles where precise temperature control ensures product quality and safety compliance. These systems are particularly valuable in dairy processing, beverage production, and pharmaceutical formulations where consistent thermal performance directly impacts final product characteristics and regulatory compliance. The robust construction and temperature stability make them suitable for facilities operating under strict hygiene protocols and quality assurance standards. The business value of these water heating systems extends beyond basic functionality to deliver measurable operational advantages. Their reliability ensures uninterrupted production cycles, reducing downtime costs and maintaining consistent output quality. The energy-efficient design with customizable power settings helps optimize electricity consumption, leading to significant cost savings over time. For businesses importing or distributing industrial equipment, these heaters represent a trustworthy product line with proven performance in sensitive manufacturing environments. The 5-6 week manufacturing timeframe ensures timely delivery while maintaining quality standards, making them a practical choice for businesses seeking dependable thermal solutions without extended lead times. Key Features: - Precise temperature control maintaining 85-95°C range - 300-500 liter capacity suitable for medium-scale operations - Semi-automated operation for balanced control and simplicity - 24kW power capacity with customizable loading options - Robust construction for industrial food and pharma environments Benefits: - Ensures consistent product quality through reliable temperature management - Reduces operational costs with energy-efficient performance - Minimizes production downtime with dependable operation - Supports compliance with industry safety and hygiene standards - Offers flexibility to adapt to varying process requirements
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| TemperatureCapacityAutomationPowerManufacturing Time |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial water heaters are engineered for demanding food and pharmaceutical environments where precise temperature control is non-negotiable. These systems maintain water temperatures between 85-95°C with semi-automated operation, making them ideal for processes requiring consistent thermal performance without full automation complexity. The 300-500 liter capacity range suits medium-scale operations perfectly. These heaters serve critical functions across multiple processing stages including ingredient heating, sanitation cycles, and moisture management. The customizable power load allows facilities to match energy consumption to specific production requirements, while the robust construction ensures longevity in high-hygiene environments where equipment reliability directly impacts product safety and quality standards. Real-world applications: Real-world applications: - Heating ingredients and process water in food manufacturing lines - Sanitizing equipment and containers in pharmaceutical production - Maintaining consistent temperatures during fermentation processes - Providing hot water for Clean-in-Place (CIP) systems - Controlling moisture levels during drying and processing operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Cascade Helio Thermics Limited, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Electronics & Electrical•Manufacturer
Factory Details
Factory Size1000-5000 sqm
No. of Production Lines3
Annual Production Capacity0 a:2:{i:0;s:6:"Pieces";i:1;s:6:"Pieces";}
Main Markets
Netherlands
Quality & Certification
All standards quality certificates are imbibed - BIS - ISO - etc
All standards quality certificates are imbibed - BIS - ISO - etcAll standards quality certificates are imbibed - BIS - ISO - etc
All standards quality certificates are imbibed - BIS - ISO - etcAll standards quality certificates are imbibed - BIS - ISO - etc
All standards quality certificates are imbibed - BIS - ISO - etcIndustrial Water Heater For Food And Pharma 85 95C 24kW
Precision water heaters for food and pharma applications deliver reliable hot water from 85 to 95°C, ensuring safe processing, equipment cleaning, and moisture control with customizable 24kW power for variable industrial needs.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Cascade Helio Thermics Limited
 Tamil Nadu, India
Tamil Nadu, India
Electronics & ElectricalManufacturer