undefined

Similar Products





Description
Our vitamin water and juice production line delivers premium beverage manufacturing solutions for commercial partners. We specialize in producing nutrient-enhanced waters and natur...
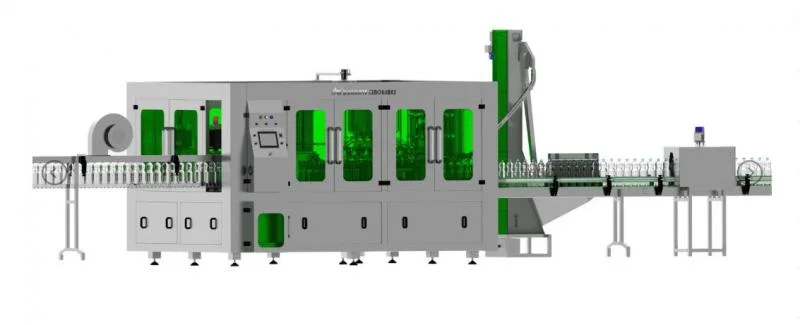
Our vitamin water and juice production line delivers premium beverage manufacturing solutions for commercial partners. We specialize in producing nutrient-enhanced waters and natural fruit juices including orange, mango, pineapple, and other popular formulations. The manufacturing process employs advanced UHT sterilization technology that treats materials at 121-137°C for 5-20 seconds, ensuring product safety while preserving nutritional value and fresh taste. The complete integrated system handles everything from bottle rinsing to filling, capping, and packaging with minimal human intervention, maintaining consistent quality across production batches. This comprehensive approach ensures every bottle meets the highest standards for safety, taste, and nutritional content. This production system serves multiple industries including food and beverage distributors, wholesale suppliers, private label brands, and international exporters. The technology is particularly valuable for companies seeking to enter the functional beverage market or expand their existing product lines with scientifically-backed vitamin formulations. Industries benefiting from our solutions include health and wellness product manufacturers, contract packaging specialists, and retail private label developers looking for reliable manufacturing partners with consistent output quality. The system's flexibility accommodates various market segments from mainstream retail to specialized health food channels. The business value lies in our combination of high-speed production with exceptional reliability and quality consistency. Our sterile processing methodology ensures extended shelf life and product stability, reducing returns and maximizing distributor confidence. The system's efficiency allows for competitive pricing in the global beverage market while maintaining premium quality standards. This operational excellence translates to better margins and market positioning for partners, supported by our commitment to consistent delivery and product excellence that builds long-term business relationships. Key Features: - High-speed filling capability at 4,000 bottles per hour for 600ml PET containers - Advanced UHT sterilization system operating at 121-137°C with precise treatment cycles - Complete integrated production line from bottle rinsing to packaging operations - Temperature-controlled filling process maintained at optimal levels for product integrity - Consistent quality assurance throughout the manufacturing process Benefits: - High-volume production capacity supporting business growth and market expansion - Extended shelf life through advanced sterilization technology reducing product waste - Reliable product consistency building trust with distributors and retailers - Efficient manufacturing process enabling competitive market positioning - Quality assurance systems ensuring customer satisfaction and repeat business
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our vitamin-enriched waters and natural fruit juices serve diverse commercial channels, offering health-conscious consumers hydration with nutritional benefits. Available in popular flavors like orange, mango, and pineapple, these beverages meet growing demand for functional drinks in retail and hospitality sectors. The production process ensures consistent quality and flavor profiles that appeal to modern consumers seeking both taste and wellness benefits in their beverage choices. Businesses benefit from our high-efficiency production capable of 4,000 bottles per hour. The sterile UHT treatment and precise temperature control maintain product integrity while extending shelf life, making these drinks suitable for global distribution across various climate conditions. This reliability ensures consistent supply for partners requiring stable inventory and predictable delivery schedules for their beverage programs. - Supermarkets and grocery stores stocking vitamin-fortified beverages - Fitness centers and gyms offering post-workout hydration solutions - Hotels and resorts providing premium refreshment options - Corporate cafeterias supplying healthy drink alternatives - Airlines and travel services for in-flight beverage menus
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Ion Exchange And Chemicals Ltd, Gujarat
 Gujarat, India
Gujarat, India
Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Vitamin Water And Fruit Juice Manufacturing With PET Bottling
Premium vitamin water and fruit juice manufacturing with high-speed PET bottling and sterile processing for reliable, scalable beverage production suitable for distributors and wholesalers.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Ion Exchange And Chemicals Ltd Gujarat, India
Gujarat, India
Manufacturer

