₹
Apparel & Fashion
Loading subcategories...
View More

Description
Our Automated Quality Control Vision Inspection Systems represent the forefront of manufacturing quality assurance technology, combining sophisticated machine vision capabilities w...
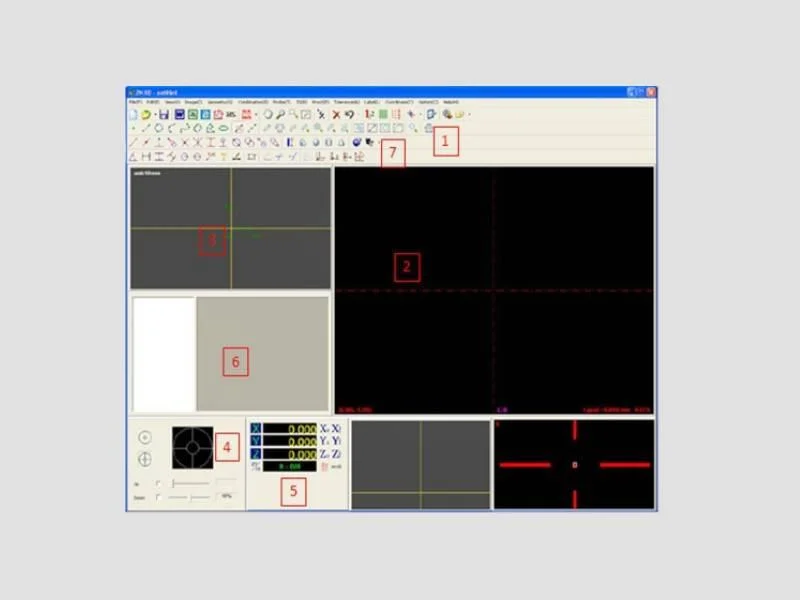
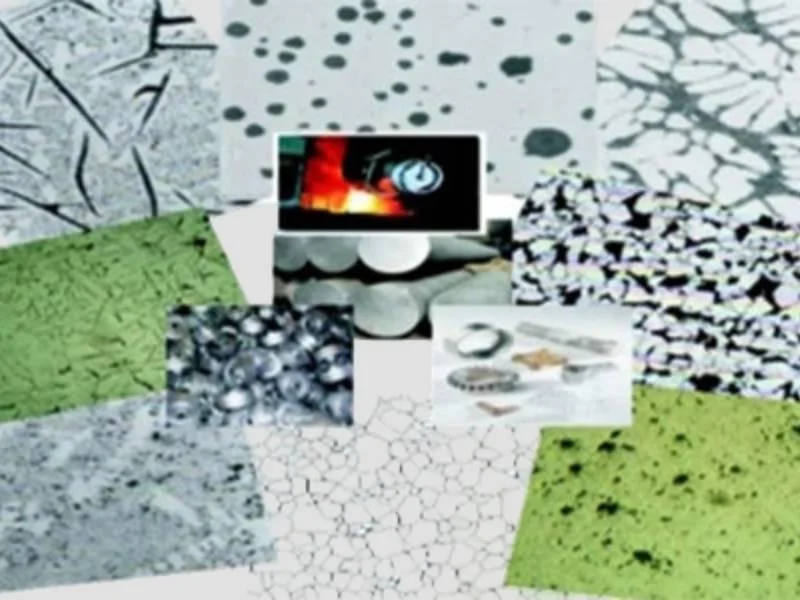
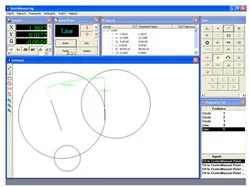
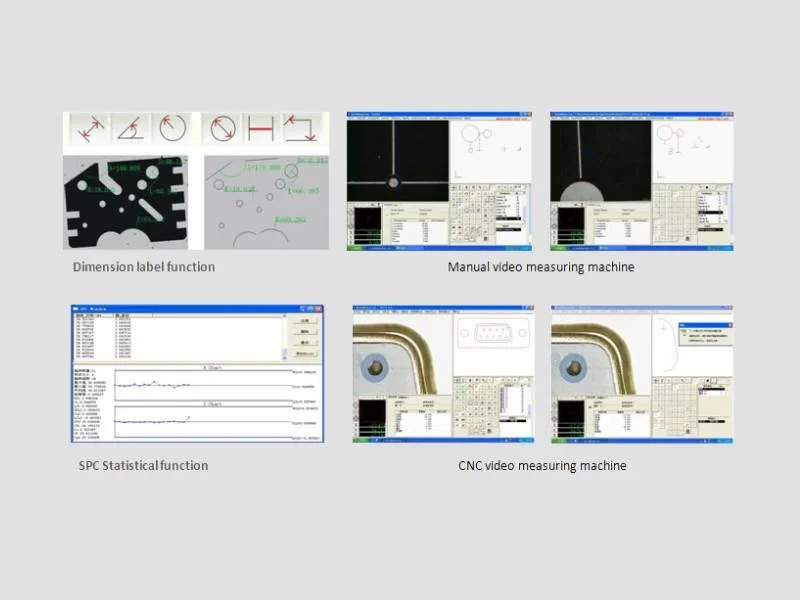
Our Automated Quality Control Vision Inspection Systems represent the forefront of manufacturing quality assurance technology, combining sophisticated machine vision capabilities with industrial-grade engineering to deliver comprehensive inspection solutions. These systems are specifically designed to handle complex quality control tasks, from initial system design through final installation and commissioning, ensuring smooth integration into diverse production environments. We provide reliable support and service plans tailored to meet specific operational requirements, making us ideal partners for businesses seeking high-performance inspection solutions that deliver consistent results and long-term value. These vision inspection systems find extensive application across multiple manufacturing sectors where quality control is critical to operational success. The automotive industry utilizes them for component verification and assembly validation, while pharmaceutical manufacturers rely on them for packaging integrity and label accuracy verification. Electronics manufacturers employ these systems for PCB inspection and component placement validation, and packaging industries use them for fill-level detection and surface defect identification. Food processing companies benefit from contamination detection and packaging validation, making these systems versatile solutions for virtually any manufacturing environment requiring precise, reliable quality assurance. The business value of our Vision Inspection Systems lies in their proven ability to significantly reduce operational costs while simultaneously improving product quality and manufacturing consistency. By automating the inspection process, businesses effectively minimize human error, reduce labor expenses, and increase production throughput. The systems provide documented proof of quality compliance, which is essential for industries with strict regulatory requirements. Their engineering reliability ensures minimal downtime and maintenance costs, while the precision engineering allows for optimal adaptation to specific production needs. This powerful combination delivers rapid return on investment through reduced material waste, improved customer satisfaction, and enhanced market reputation for quality and reliability. Key Features: - High-precision machine vision technology with advanced imaging systems - Custom engineering solutions designed for specific application requirements - Seamless integration capabilities with existing production line infrastructure - Real-time monitoring and comprehensive data logging functionality - Complete installation, commissioning, and ongoing technical support services Benefits: - Significant reduction in operational costs through automation and efficiency - Enhanced product quality and manufacturing consistency across production runs - Minimized human error and reduced labor requirements for inspection tasks - Comprehensive quality compliance documentation for regulatory requirements - Rapid return on investment through waste reduction and improved throughput
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Automated Vision Inspection Systems provide comprehensive quality control for manufacturing processes, ensuring products meet strict specifications without human intervention. These systems utilize advanced cameras and sophisticated image processing to detect defects, verify proper assembly, and measure critical dimensions with exceptional speed and accuracy. They are essential for industries demanding zero-defect production and consistent output quality across high-volume manufacturing operations. These inspection solutions integrate seamlessly with existing production lines, offering real-time monitoring and comprehensive data logging for complete traceability. Engineered for robust performance and reliability, they significantly reduce operational costs while enhancing final product quality for businesses seeking dependable, long-term manufacturing solutions. Their versatility supports various sectors including automotive, pharmaceuticals, electronics, and packaging industries. - Automated defect detection in automotive component manufacturing - Quality verification in pharmaceutical packaging and labeling processes - Precision measurement and inspection in electronics PCB assembly - Surface quality inspection for metal and plastic parts production - Barcode, label, and marking verification in consumer goods packaging
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Omega Metrology Products, Karnataka
 Karnataka, India
Karnataka, India
Electronics & Electrical•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
No. of Production Lines6
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Western Europe
Africa
Central America
Domestic
Automated Quality Control Vision Inspection Systems For Manufacturing
High-precision Automated Quality Control Vision Inspection Systems deliver reliable defect detection, measurement, and verification for manufacturing lines with custom engineering and industrial-grade performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Omega Metrology Products
 Karnataka, India
Karnataka, India
Electronics & ElectricalManufacturer