₹
Apparel & Fashion
Loading subcategories...
View More

Description
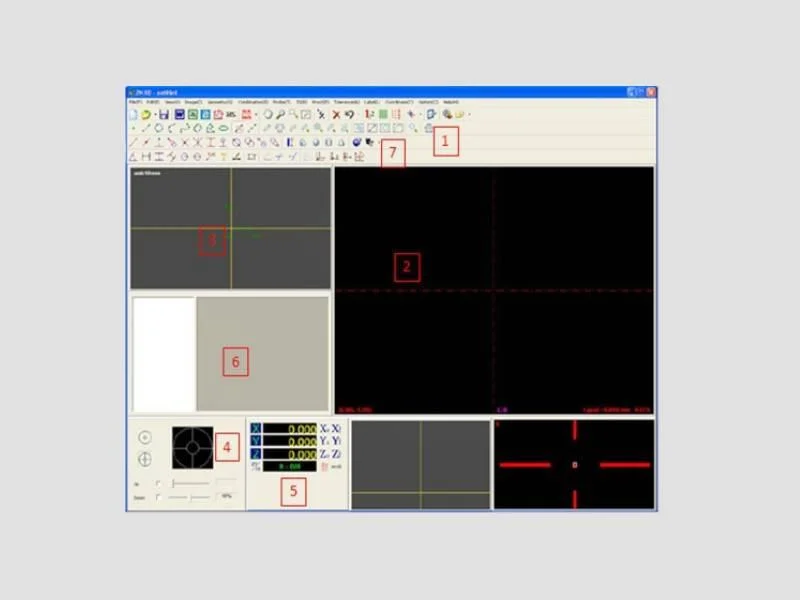
Automated Quality Control Vision Inspection Systems represent the forefront of manufacturing quality assurance, combining advanced machine vision technology with intelligent softwa...
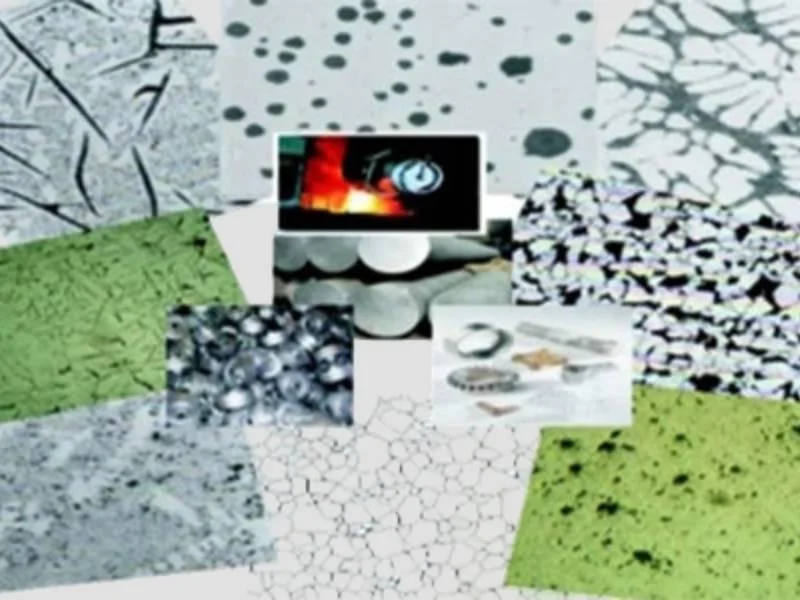
Automated Quality Control Vision Inspection Systems represent the forefront of manufacturing quality assurance, combining advanced machine vision technology with intelligent software algorithms to deliver precise, reliable inspection capabilities. These systems utilize high-resolution industrial cameras, specialized lighting, and powerful processing units to capture and analyze product images at production line speeds. Engineered for industrial environments, they perform consistent inspections 24/7, identifying defects that human inspectors might miss while providing quantitative data for process improvement. The technology enables manufacturers to maintain stringent quality standards while optimizing production efficiency through automated decision-making and real-time feedback. These vision inspection systems serve critical roles across diverse manufacturing sectors where quality consistency is paramount. In automotive manufacturing, they inspect engine components, transmission parts, and safety-critical elements for surface defects, dimensional accuracy, and assembly verification. Pharmaceutical companies implement them to ensure medication packaging integrity, verify label information accuracy, and confirm proper sealing of sterile products. Electronics manufacturers rely on these systems to validate circuit board assembly, inspect micro-components, and detect soldering defects. The food and beverage industry utilizes them to identify contaminants, verify fill levels, and check packaging seals, while packaging operations benefit from barcode validation, label positioning checks, and print quality verification across various container types. The business value of implementing Automated Vision Inspection Systems extends beyond quality control to encompass significant operational and financial benefits. By automating inspection processes, manufacturers reduce labor costs associated with manual quality checks while eliminating human error and inconsistency. These systems provide immediate return on investment through reduced waste, fewer customer returns, and minimized recall risks. Their reliability ensures consistent product quality that enhances brand reputation and customer trust. The real-time data collection capabilities offer valuable insights for process optimization, enabling continuous improvement in manufacturing operations. For serious buyers, these systems represent a strategic investment in production excellence that supports scalable growth and competitive advantage in quality-conscious markets. Key Features: - High-resolution industrial cameras with specialized lighting for precise image capture - Advanced machine vision software with customizable inspection algorithms - Real-time defect detection and quality verification at production line speeds - Robust industrial construction for reliable operation in manufacturing environments - Seamless integration capability with existing production machinery and control systems Benefits: - Consistent 24/7 inspection accuracy that eliminates human error and variability - Reduced production waste and fewer customer returns through early defect detection - Comprehensive quality data collection for process optimization and compliance reporting - Lower operational costs by automating labor-intensive manual inspection processes - Enhanced brand protection through reliable quality assurance and reduced recall risks
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
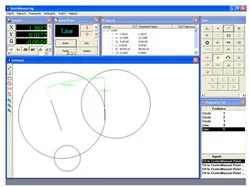
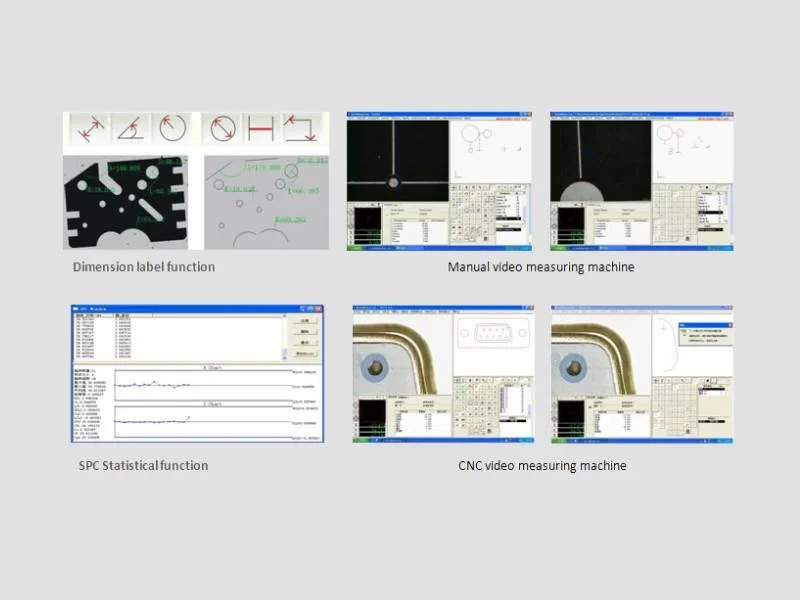
Automated Vision Inspection Systems provide critical quality control for manufacturing lines, using high-resolution cameras and intelligent software to detect defects, measure dimensions, and verify assembly accuracy in real-time. These systems operate at production speeds, eliminating human error and ensuring every product meets strict specifications before leaving the factory floor. Industries with stringent quality requirements including automotive, pharmaceuticals, electronics, food production, and packaging rely on these inspection systems. They integrate seamlessly with existing production machinery, maintaining workflow continuity while providing consistent, reliable inspection results that protect brand reputation and reduce costly recalls or returns. - Detecting surface defects and dimensional inaccuracies in automotive components during high-speed assembly - Verifying pharmaceutical blister pack integrity, label accuracy, and pill count compliance - Inspecting electronic circuit boards for component placement, soldering quality, and micro-defects - Identifying foreign contaminants, fill levels, and seal integrity in food and beverage packaging - Validating barcodes, expiration dates, and label positioning on consumer goods packaging
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Omega Metrology Products, Karnataka
 Karnataka, India
Karnataka, India
Electronics & Electrical•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
No. of Production Lines6
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Western Europe
Africa
Central America
Domestic
Automated Quality Control Vision Inspection Systems For Manufacturing
Automated Quality Control Vision Inspection Systems deliver precise manufacturing defect detection using machine vision technology. These reliable systems enhance production accuracy for packaging, electronics, and automotive industries with real-time quality verification.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Omega Metrology Products
 Karnataka, India
Karnataka, India
Electronics & ElectricalManufacturer