₹
Apparel & Fashion
Loading subcategories...
View More

Description
The Automated Vision Inspection System represents advanced quality control technology designed for manufacturing environments where precision and reliability are essential. This so...
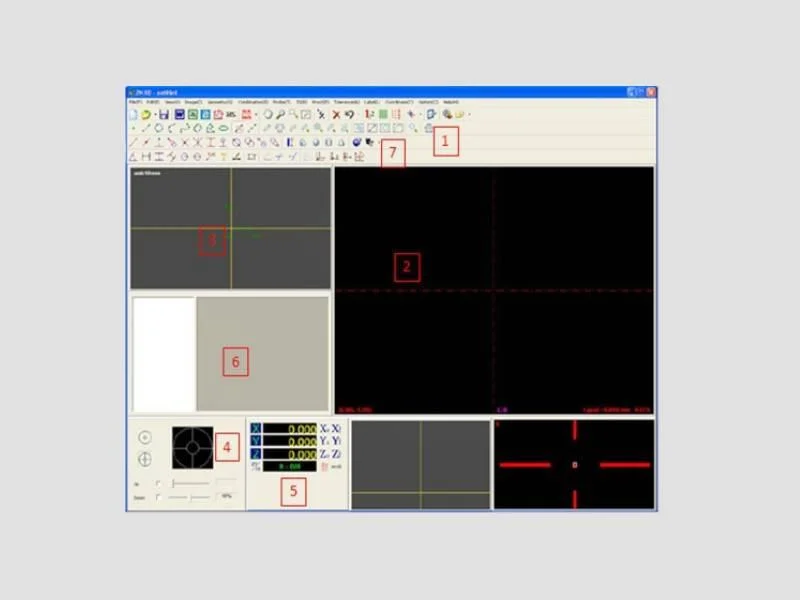
The Automated Vision Inspection System represents advanced quality control technology designed for manufacturing environments where precision and reliability are essential. This sophisticated system utilizes high-resolution cameras with magnification ranges from 10x to 200x, combined with LED or halogen illumination options for optimal visibility. It employs intelligent algorithms to perform comprehensive, non-contact inspections at production line speeds, accurately identifying surface imperfections, dimensional inaccuracies, labeling errors, and assembly flaws in real-time. The system ensures only products meeting the highest quality standards proceed through your manufacturing process, with robust construction and reliable performance making it indispensable for maintaining consistent product quality across high-volume production runs. This vision inspection solution serves critical quality assurance functions across multiple industrial sectors. In automotive manufacturing, it verifies component specifications and detects microscopic defects in precision parts. Electronics manufacturers rely on it for PCB assembly verification and component placement accuracy. Pharmaceutical companies utilize the system for packaging integrity verification and label accuracy compliance with strict regulatory standards. Food processing facilities benefit from its contamination detection capabilities and product quality checks, while general manufacturing operations maintain consistent quality across diverse product lines. The system adapts to various production environments, providing reliable inspection capabilities regardless of industry-specific requirements. Businesses investing in our Automated Vision Inspection System gain significant competitive advantages through enhanced quality control and operational efficiency. The system delivers immediate return on investment by reducing material waste, minimizing product recalls, and decreasing reliance on manual inspection labor. Its reliability ensures consistent performance even in demanding production environments, with minimal maintenance requirements and high operational uptime. The combination of high magnification capabilities, multiple illumination options, and precise measurement accuracy provides businesses with a comprehensive quality assurance solution. This technical excellence combined with practical business value makes our system an essential investment for manufacturers committed to maintaining excellence in their production processes. Key Features: - High magnification range from 10x to 200x for detailed inspection - LED and halogen illumination options for optimal visibility - Digital camera options from 5MP to 12MP with USB/HDMI connectivity - Precise dimensional verification with 18-22mm field of view - Robust construction with 120x120mm stage size for stable operation Benefits: - Enhanced defect detection accuracy with high magnification capabilities - Reduced operational costs through automated quality control - Improved product consistency and quality assurance - Minimal maintenance requirements with reliable performance - Comprehensive inspection coverage for diverse manufacturing needs
Specifications
| Attribute | Value |
|---|---|
| Accuracy | |
| Application | |
| Color | |
| Dimension(L*W*H) | |
| Features | |
| Function | |
| Instruments Type | |
| Material | |
| Resolution | |
| Supply Type | |
| Type | |
| Usage | |
| Warranty | |
| Magnification Range | 10x – 200x |
| Eyepiece Magnification | 10x / 15x |
| Objective Lenses | 2x, 4x, 10x, 20x, 40x (model dependent) |
| Field of View | 18 mm – 22 mm |
| Working Distance | 30 mm – 100 mm |
| Illumination Type | LED (3 W) / Halogen (6 V, 20 W) |
| Stage Size | 120 mm × 120 mm |
| Focusing Travel | 25 mm – 30 mm |
| Digital Camera Option | 5 MP / 10 MP / 12 MP (USB/HDMI) |
| Power Supply | AC 220 V / 50 Hz |
| Weight | 5 kg – 8 kg (approx.) |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
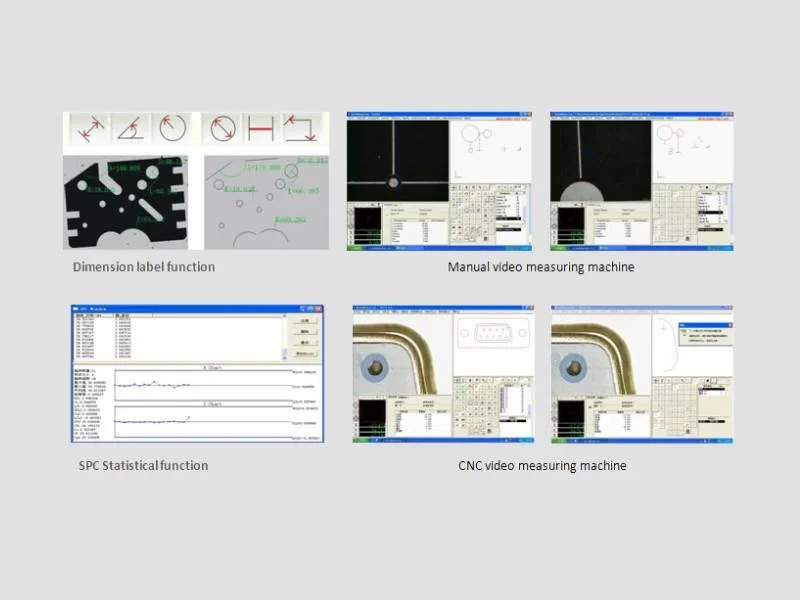
This automated vision inspection system provides reliable quality assurance across diverse manufacturing environments. It performs non-contact inspection with high-speed accuracy, detecting microscopic defects, verifying precise dimensions, and ensuring product consistency without interrupting production flow. The system maintains stringent quality standards while reducing human error and operational costs across various industrial applications. The system integrates seamlessly into existing production lines with customizable inspection parameters. From automotive components to pharmaceutical packaging, it delivers consistent performance with high magnification capabilities and LED illumination options. This makes it suitable for detailed inspection tasks requiring precision and reliability in demanding manufacturing conditions. - Automotive parts microscopic defect detection and quality control - Electronics manufacturing PCB assembly verification - Pharmaceutical packaging integrity and labeling compliance - Food processing product safety and contamination checks - Precision engineering component dimensional validation
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Omega Metrology Products, Karnataka
 Karnataka, India
Karnataka, India
Electronics & Electrical•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
No. of Production Lines6
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Western Europe
Africa
Central America
Domestic
Automated Vision Inspection System With High Magnification And LED Illumination
Automated Vision Inspection System with high magnification 10x-200x range and LED illumination delivers precise quality control for manufacturing defect detection, dimensional verification, and product consistency assurance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Omega Metrology Products
 Karnataka, India
Karnataka, India
Electronics & ElectricalManufacturer