undefined
Similar Products





Description
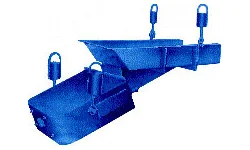
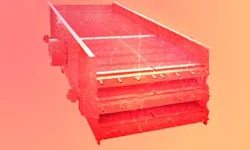
Magnatronix Vibratory Screens represent precision engineering for industrial particle separation, designed to deliver exceptional performance in the most demanding operational envi...
Magnatronix Vibratory Screens represent precision engineering for industrial particle separation, designed to deliver exceptional performance in the most demanding operational environments. These high-efficiency screening systems provide reliable material classification and separation for diverse bulk processing applications. Built with durability and longevity in mind, they feature robust construction that withstands continuous operation while maintaining consistent screening accuracy. The screens offer superior capacity and efficiency, ensuring optimal throughput for various material types and sizes while requiring minimal maintenance intervention, making them ideal for operations where reliability cannot be compromised. These vibratory screens serve critical functions across multiple heavy industries, including mining operations where they efficiently sort and grade ores and minerals with precision. In power generation facilities, they handle fuel preparation and ash processing with remarkable efficiency and consistency. Construction industries rely on them for aggregate screening and concrete production processes, while water treatment plants utilize them for sediment and debris separation in purification systems. The manufacturing sector employs these screens for material grading in production processes, making them versatile solutions for virtually any industry requiring precise particle separation and classification. The business value of Magnatronix Vibratory Screens extends beyond initial investment through reduced operational costs and enhanced productivity. Their reliable performance minimizes downtime while maximizing output quality, directly impacting bottom-line results and operational efficiency. The engineering design allows businesses to implement screening solutions that match their specific operational requirements, ensuring perfect integration with existing processes and workflow. With simplified maintenance requirements and durable construction, these screens reduce labor costs and technical complexity while delivering consistent performance. These screening systems provide long-term operational reliability that serious industrial buyers depend on for continuous production efficiency and material processing excellence. Key Features: - Durable construction engineered for long service life in demanding environments - High screening capacity designed for increased productivity and throughput - Easily changeable screen plates for simplified maintenance and flexibility - No transmission parts for screen panels, reducing mechanical complexity - Precision engineering for consistent particle separation and classification Benefits: - Reduced operational costs through minimal maintenance requirements and downtime - Enhanced productivity with high screening capacity and efficient material processing - Long-term reliability ensuring consistent performance in tough conditions - Simplified maintenance procedures reducing labor costs and technical complexity - Optimal material classification improving process quality and output consistency
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Magnatronix Vibratory Screens provide precise material separation and classification across heavy industries, ensuring optimal sizing and impurity removal from bulk materials. These robust screens enhance process quality and throughput while operating reliably in demanding environments, making them indispensable for continuous production cycles and challenging operational conditions. These screening solutions are engineered to fit specific operational requirements and space constraints, offering flexibility for diverse applications. Their durable construction minimizes downtime while maintaining consistent performance in tough conditions, providing long-term value for industrial operations that demand efficiency and reliability in material processing. - Coal processing plants for separating coal from impurities and grading by particle size - Power generation facilities for sifting fuel materials and handling ash residues efficiently - Mining operations for effective ore sorting, grading, and processing various minerals - Construction sites for aggregate screening, concrete production, and material classification - Water treatment facilities for sediment separation, debris removal, and purification processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Magnatronix, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Construction•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Western Europe
Central America
Domestic
Industrial Vibratory Screens For Mining And Construction Efficiency
Magnatronix Vibratory Screens deliver high-efficiency particle separation for mining, construction, and power industries with durable construction and reliable performance for optimal material classification and screening accuracy.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Magnatronix Tamil Nadu, India
Tamil Nadu, India
ConstructionManufacturer