undefined

Similar Products




Description
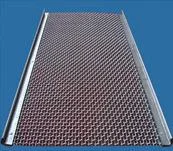
Industrial Vibratory Screens are precision-engineered machines designed for efficient material separation in demanding industrial environments. These robust units handle a wide ran...
Industrial Vibratory Screens are precision-engineered machines designed for efficient material separation in demanding industrial environments. These robust units handle a wide range of materials including crushed stone, gravel, ore, coal, and other bulk substances, accurately separating them into specified size fractions. Advanced vibration mechanisms ensure consistent material flow and precise sizing through screening, scalping, and washing processes. Built for durability and reliable performance, these screens feature heavy-duty construction that withstands continuous operation in harsh conditions. Their engineering focuses on solving complex screening challenges while maintaining high throughput and accurate particle classification for various industrial applications. These screening machines serve critical roles across multiple industries where precise material separation is essential. Mining operations utilize them for processing metallic ores and coal, ensuring proper sizing for further processing and transportation efficiency. Quarrying facilities depend on vibratory screens for grading crushed stone and gravel into marketable products with consistent specifications. The construction industry relies on these units for preparing aggregates and sand that meet strict quality standards for concrete and asphalt production. Recycling operations employ them for sorting and separating recyclable materials, while industrial processing plants use them for washing and dewatering various raw materials in production lines. The business value of industrial vibratory screens lies in their ability to enhance operational efficiency and product quality while reducing processing costs. Their reliable performance minimizes downtime and maintenance requirements, ensuring continuous production flow in demanding industrial settings. The equipment delivers consistent results in material separation, improving downstream processing efficiency and final product quality. These screens represent a sound investment through durable construction and proven field performance, providing long-term value for operations requiring equipment that can withstand heavy use while maintaining precision in material classification and handling. Key Features: - Heavy-duty construction designed for handling demanding industrial environments - Advanced vibration mechanism ensuring efficient material separation and screening - Multiple function capability including screening, scalping, and washing processes - Suitable for various materials including stone, gravel, ore, and coal - Engineered for continuous operation with minimal maintenance requirements Benefits: - Enhanced operational efficiency through precise material separation - Improved product quality with consistent sizing and classification - Reduced processing costs via reliable performance and minimal downtime - Long-term durability ensuring continuous production in harsh conditions - Versatile application across multiple industries and material types
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
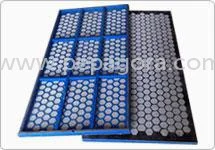
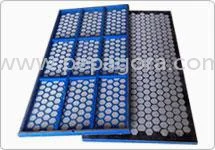
Industrial vibratory screens are essential equipment for material separation in mining and quarrying operations. They efficiently grade and size materials like crushed stone, gravel, and metallic ores, ensuring consistent particle distribution for downstream processing. These machines improve operational efficiency by delivering accurately separated materials that meet strict quality specifications for various industrial applications. These robust screens handle demanding conditions in coal preparation, aggregate production, and mineral processing facilities. Their durable construction withstands heavy loads and continuous operation while performing multiple functions including washing, scalping, and dewatering. The reliable performance makes them suitable for high-volume processing environments where consistent material separation is critical for production quality and operational efficiency. - Separating and grading crushed stone and gravel by size in construction aggregate production - Sizing and cleaning coal in mining operations to meet quality specifications for power generation - Classifying metallic ores and minerals in mining facilities to optimize processing efficiency - Removing fines and impurities from sand in industrial washing and preparation plants - Sorting recyclable materials in recycling facilities to improve material purity and value
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Aegis Engineering Co Pvt Ltd, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
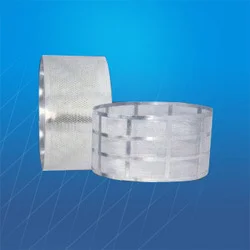
Industrial Vibratory Screens For Mining And Quarrying Material Separation
Industrial Vibratory Screens efficiently separate mining and quarrying materials like crushed stone, gravel, ore, and coal into precise sizes. These reliable machines handle screening, scalping, and washing for various industrial applications with consistent performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aegis Engineering Co Pvt Ltd Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer