undefined

Similar Products





Description
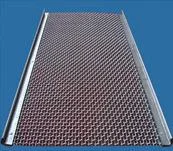
Engineered for superior performance, our industrial vibrating screens are built to master both dry and wet ore screening challenges. These high-performance units deliver efficient ...
Engineered for superior performance, our industrial vibrating screens are built to master both dry and wet ore screening challenges. These high-performance units deliver efficient separation and precise grading across a wide spectrum of particle sizes. Designed with durability at the core, they feature advanced vibration mechanisms that ensure consistent material flow and high throughput while minimizing maintenance needs. You can select from robust stationary models for permanent plant integration or mobile units that bring screening capability directly to your project site. Each configuration is built to provide reliable operation, utilizing high-quality screening media options to match your specific material and process requirements for extended service life in the most demanding industrial settings. These screens are indispensable across key industries where material separation is critical to operational success. In mining, they efficiently classify ore by size and separate valuable minerals from gangue, directly impacting processing efficiency. The quarrying and aggregate sector relies on them to sort crushed stone, sand, and gravel into precise specifications required for construction projects. Recycling operations utilize these robust screens to sort and recover materials from construction debris and municipal waste streams. Furthermore, they serve agricultural operations by grading grains and seeds, and support industrial sectors by dewatering materials like sand and silica in preparation plants, proving their versatile utility. The value of integrating these vibrating screens into your operation translates into measurable business advantages and cost efficiency. Their proven reliability significantly reduces unplanned downtime and associated maintenance expenses, while their efficient design helps lower operational power consumption. The equipment's robust construction and quality components contribute to a longer operational lifespan, reducing the total cost of ownership over time. The availability of both stationary and mobile configurations provides strategic flexibility, allowing you to optimize your workflow whether in a fixed facility or across multiple temporary sites. This combination of durability, efficiency, and adaptability makes it a sound investment that supports productivity and quality goals. Key Features: - Engineered for both dry screening and wet slurry processing applications. - Available in stationary plant models and mobile on-site unit configurations. - Built with robust construction for reliable, continuous operation in harsh environments. - Incorporates advanced vibration mechanisms for consistent material flow and separation. - Utilizes durable screening media options suitable for various materials and abrasion levels. Benefits: - Enhances operational efficiency through reliable, high-throughput screening performance. - Reduces long-term costs via durable construction and minimized maintenance requirements. - Provides process flexibility with configurations suitable for fixed plants or mobile projects. - Improves final product quality through precise size classification and material separation. - Delivers consistent results in demanding applications from mining to recycling operations.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial vibrating screens provide essential size classification and material separation for demanding processing environments. They handle both dry materials and wet slurries with precision, ensuring accurate particle sizing and improved final product quality. Their durable construction supports continuous operation in harsh conditions common to mining and aggregate production facilities. Available as stationary installations for fixed plants or mobile units for flexible on-site projects, these screens offer operational adaptability. Industries depend on them for critical tasks like removing impurities, dewatering materials, and preparing feed for downstream processes. Engineered for specific materials and output goals, they ensure optimal screening performance and consistent results. - Separating and grading crushed stone, sand, and gravel into specific size fractions in quarry and aggregate plants. - Classifying ore by size and removing waste rock in mining and mineral processing operations. - Dewatering sand, silica, and other materials in industrial washing and preparation facilities. - Sorting demolition waste, plastics, and metals for recovery in recycling and waste management. - Grading grains, seeds, and powders in agricultural and food processing operations.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Metofabrik, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Vibrating Screens For Dry And Wet Ore Screening
Industrial vibrating screens for efficient dry and wet ore screening. High-performance units deliver reliable separation and grading for mining, quarrying, and recycling operations with stationary or mobile configurations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Metofabrik Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer





