₹
Apparel & Fashion
Loading subcategories...
View More
Description
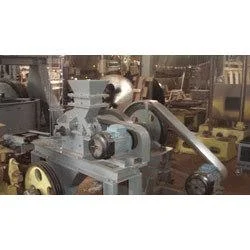
Industrial Circular Motion Vibrating Screens are precision-engineered machines designed for the efficient classification and separation of bulk materials. They utilize a powerful, ...
Industrial Circular Motion Vibrating Screens are precision-engineered machines designed for the efficient classification and separation of bulk materials. They utilize a powerful, circular vibration motion generated by twin unbalanced vibratory motors. This action propels material across the screen surface, ensuring thorough stratification and accurate separation by particle size. Built with heavy-duty components like robust screen decks, high-strength springs, and durable side plates, these screens are constructed to withstand the intense vibrations and abrasive loads of continuous industrial operation. Their design prioritizes high throughput and consistent screening efficiency, making them a core component in material processing lines that demand reliability and performance. These screens serve as critical equipment in numerous heavy industries. In mining and mineral processing, they are used for scalping (removing oversize), sizing crushed ore, and dewatering. Metallurgical plants employ them for screening raw materials, intermediate products, and finished metals like pellets and fines. The coal industry relies on them extensively in coal preparation plants for raw coal sizing, desliming, and middlings separation. Furthermore, they are essential in refractory material production for grading aggregates, in chemical plants for separating crystalline products, and in aggregate production for producing precisely graded sand, gravel, and crushed stone. Their application is universal wherever precise control over particle size distribution is required for quality control or process efficiency. The business value of these vibrating screens is rooted in their operational reliability and cost-effectiveness. Their simple, robust design minimizes mechanical complexity, leading to fewer breakdowns and lower maintenance costs compared to more intricate screening technologies. The consistent, efficient separation they provide reduces material waste, improves the quality of the screened product, and optimizes the performance of downstream equipment like crushers or mills. This translates directly to increased plant throughput, reduced operational expenses, and a stronger bottom line. For buyers, this means a dependable asset that delivers a strong return on investment through years of trouble-free service, maximizing productivity in the most challenging industrial environments. Key Features: - Circular vibratory motion driven by twin externally mounted motors for efficient material travel and separation. - Heavy-duty construction with reinforced side plates, cross members, and high-tensile fasteners for durability. - Multiple screen deck options (single, double, or triple) to suit various separation stages. - Choice of screen mesh and panel materials (rubber, polyurethane, or woven wire) for different material types. - Adjustable vibration amplitude and frequency to optimize performance for specific materials and capacities. Benefits: - High screening efficiency and accuracy ensure optimal product quality and minimal material loss. - Robust build quality guarantees long service life and reliable operation with minimal downtime. - High processing capacity handles large volumes of material, improving overall plant throughput. - Low maintenance requirements due to simple design and use of durable, wear-resistant components. - Versatile application across industries from mining and coal to aggregates and chemicals.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial circular motion vibrating screens are engineered for high-volume, continuous classification of bulk materials. Their robust design ensures consistent performance in demanding environments, handling everything from fine powders to coarse aggregates with reliable efficiency. This makes them indispensable for operations where uptime and precise material separation are critical to productivity. These screens excel across heavy industries by providing accurate particle size distribution. They effectively separate minerals, coal, coke, and refractory materials, improving downstream processing and final product quality. Their versatility and durability support seamless integration into existing material handling systems, reducing bottlenecks and enhancing overall operational flow in facilities that process large quantities of solids. - Mineral processing plants for separating and sizing ores like iron, copper, and bauxite. - Coal preparation and washing facilities for grading coal by size and removing impurities. - Metallurgical plants for screening sinter, pellets, and metal powders during production. - Refractory and ceramic industries for classifying raw materials like bauxite, magnesite, and silica sand. - Aggregate and quarry operations for sorting crushed stone, gravel, and sand to specification.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
B. B. Engineering Works, Kolkata, West Bengal
 West Bengal, India
West Bengal, India
Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Circular Motion Vibrating Screens For Bulk Material Classification
Industrial Circular Motion Vibrating Screens efficiently classify bulk materials in mining, metallurgy, coal dressing, and refractory plants. These reliable, high-performance screens offer precise separation for demanding industrial operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
B. B. Engineering Works, Kolkata West Bengal, India
West Bengal, India
Manufacturer