₹
Apparel & Fashion
Loading subcategories...
View More

Description
Heavy duty vibrating feeders represent industrial-grade material handling solutions designed for precision and durability in demanding operational environments. These robust system...
Heavy duty vibrating feeders represent industrial-grade material handling solutions designed for precision and durability in demanding operational environments. These robust systems facilitate controlled, uniform feeding of bulk materials from storage units to processing equipment, ensuring consistent flow rates that optimize downstream operations. Engineered with heavy-duty construction and advanced vibration mechanisms, they handle everything from coarse minerals to fine aggregates while maintaining operational efficiency. Their design focuses on reliability under continuous operation, making them essential assets where material flow consistency directly impacts production quality and output. In mining and quarrying applications, vibrating feeders regulate material flow to crushers and screens, preventing overloads and ensuring efficient processing. Metallurgical operations utilize these feeders for precise raw material delivery to furnaces and smelting units. Industrial processing plants integrate them into production lines for consistent bulk solid handling, while recycling facilities employ them for sorted material feeding through shredding systems. Their versatility extends to construction, chemical processing, and power generation industries where reliable material handling forms the backbone of operational continuity and productivity. The business value of vibrating feeders lies in their operational reliability and cost-efficiency. These systems minimize downtime through durable construction and low-maintenance designs, reducing long-term operational costs. Their energy-efficient operation contributes to sustainable practices while maintaining high throughput capacities. By ensuring consistent material flow, they enhance overall process efficiency, product quality, and operational safety. This delivers tangible returns on investment through improved productivity, reduced maintenance requirements, and reliable performance in the most challenging industrial environments. Key Features: - Heavy-duty construction for long-lasting performance in demanding environments - Precision vibration control for consistent material flow regulation - Energy-efficient operation reducing power consumption and operational costs - Robust design capable of handling diverse materials from coarse to fine aggregates - Low-maintenance design with easy access for servicing and part replacement Benefits: - Enhanced operational efficiency through consistent material feeding - Reduced downtime with reliable performance under continuous operation - Lower total cost of ownership through energy efficiency and minimal maintenance - Improved process control enabling better product quality and output consistency - Flexible integration with existing crushers, screens, and conveyor systems
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
Heavy duty vibrating feeders maintain consistent material handling in demanding industrial environments. They ensure uniform feeding from storage hoppers to processing equipment, preventing bottlenecks while supporting high-capacity operations across multiple sectors. These robust systems handle diverse materials from coarse ores to fine aggregates, seamlessly integrating with crushers, screens, and conveyor systems. Their precision control over material flow rates ensures operational reliability under continuous use conditions in various industrial settings. Real-world applications: - Mining operations: Feeding coal, iron ore, and minerals to crushers and processing plants - Quarrying sites: Regulating aggregate flow to screening equipment and conveyor systems - Metallurgical plants: Controlling raw material input to furnaces and smelting operations - Industrial processing: Managing bulk solids feeding to production lines and packaging systems - Recycling facilities: Handling sorted materials through shredding and separation processes
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Eco Man, Gujarat Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
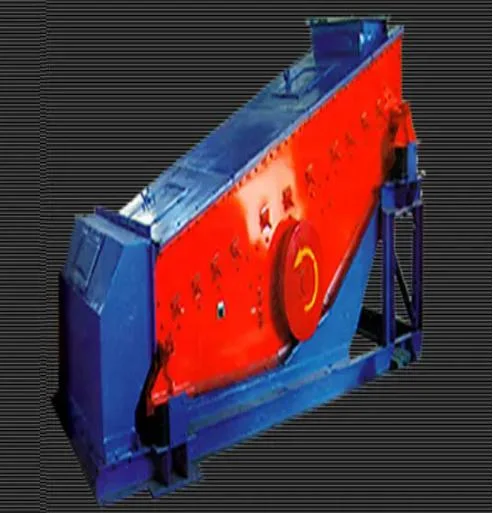
Heavy Duty Vibrating Feeders For Mining And Industrial Material Flow Control
Heavy duty vibrating feeders provide precise bulk material flow control for mining and industrial processing. Engineered for reliability in demanding environments with continuous operation capabilities.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Eco Man
 Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer