undefined
Similar Products








Description
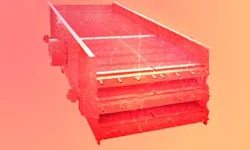
Industrial vibrating feeders are engineered for precise, reliable bulk material handling in demanding industrial environments. Utilizing advanced vibration technology, these system...
Industrial vibrating feeders are engineered for precise, reliable bulk material handling in demanding industrial environments. Utilizing advanced vibration technology, these systems convey materials smoothly from storage hoppers to processing equipment, preventing clogging while ensuring consistent throughput. Designed for both light and heavy-duty applications, they handle materials ranging from fine powders to large aggregates with equal precision. Their straightforward operation makes them suitable for various industrial settings where accurate material dosing and conveyance are critical to production success and operational efficiency. These robust systems are built to deliver dependable performance with minimal maintenance requirements. These feeders serve as essential equipment across core industrial sectors, particularly in mining where they feed ores consistently to crushers and in steel plants for reliable raw material conveyance to furnaces. The chemical industry relies on them for precise powder and granule dosing in production processes, while quarrying operations utilize them for aggregate handling. Cement plants employ vibrating feeders for raw meal feeding, and recycling facilities use them for sorted material transportation. Their versatility extends to fertilizer production, ceramics manufacturing, and construction material processing, making them indispensable wherever controlled, continuous material flow is required for industrial operations. The business value of industrial vibrating feeders lies in their ability to reduce operational costs through efficient material handling and minimal maintenance requirements. Their proven reliability ensures continuous production processes with fewer bottlenecks, leading to increased output and better resource utilization. Durable construction guarantees long-term performance even in harsh industrial environments with exposure to abrasives, high temperatures, and demanding cycles. These feeders represent a strategic investment that delivers returns through improved efficiency, reduced downtime, enhanced process control, and consistent material flow that supports overall production targets and quality standards. Key Features: - High-performance electromagnetic or motor-driven vibration mechanisms for consistent material flow - Robust construction using heavy-duty materials suitable for demanding industrial environments - Adjustable flow rate controls for precise material handling and dosing accuracy - Easy installation and seamless integration with existing conveyor systems and processing equipment - Simple operation with minimal maintenance requirements for reduced downtime Benefits: - Ensures precise and consistent material flow for improved process control and product quality - Reduces operational bottlenecks and downtime through reliable performance in harsh conditions - Lowers maintenance costs with durable construction and easy-access design features - Enhances overall productivity by providing continuous, controlled material feeding to processes - Supports efficient resource utilization and helps meet production targets through dependable operation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial vibrating feeders deliver controlled, efficient bulk material conveyance across demanding sectors. They handle diverse materials from fine powders to large aggregates with precision, ensuring smooth operations in mining, manufacturing, and processing plants. Their robust design and adjustable flow rates suit both light-duty and heavy-duty applications, reducing bottlenecks while enhancing overall productivity. Engineered for demanding industrial environments, these feeders perform reliably in high-temperature areas and corrosive conditions. They integrate seamlessly with existing conveyor systems, crushers, and screens to provide consistent material flow for continuous production processes. Industries depend on them for accurate dosing, sorting, and feeding tasks that are critical to maintaining stringent quality and output standards in material handling operations. - Mining operations for controlled feeding of ores and minerals to crushers and processing screens - Steel mills and foundries for handling raw materials like iron ore, coke, and limestone for furnace charging - Quarrying and aggregate plants for precise conveyance of gravel, stone, and crushed materials - Chemical and fertilizer facilities for accurate dosing of powders, granules, and bulk chemicals - Cement and construction material plants for handling raw meal, clinker, and additives
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Magnatronix, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Construction•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Western Europe
Central America
Domestic
Industrial Vibrating Feeders For Bulk Material Handling In Mining And Steel
Industrial vibrating feeders provide precise bulk material handling for mining, steel, and chemical industries. These reliable feeders ensure optimal flow control and operational efficiency with easy installation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Magnatronix Tamil Nadu, India
Tamil Nadu, India
ConstructionManufacturer