undefined
Similar Products








Description
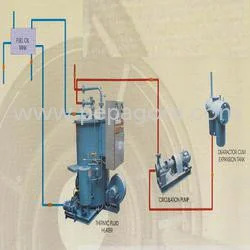
Industrial Vessel Heating Coils are precision-engineered components designed for superior thermal management in demanding processing environments. Built from high-grade, corrosion-...
Industrial Vessel Heating Coils are precision-engineered components designed for superior thermal management in demanding processing environments. Built from high-grade, corrosion-resistant materials, these coils offer exceptional durability and efficient heat transfer, ensuring consistent performance under high pressure and with aggressive media. Their robust construction is focused on longevity and reliability, providing a dependable heating solution that integrates seamlessly into existing vessel systems. Each unit is manufactured following stringent quality protocols to guarantee performance that meets the rigorous demands of continuous industrial operation, offering a reliable foundation for critical heating processes. These heating coils serve as vital equipment across a spectrum of industries where precise temperature control is non-negotiable. In the chemical sector, they are essential for maintaining exact temperatures in reactors and storage tanks, directly impacting product yield and safety. Oil and gas operations utilize them to heat crude oil, bitumen, and other hydrocarbons to ensure flowability. The food processing industry relies on them for sanitary heating applications in cookers, blenders, and storage vessels. Pharmaceutical manufacturers depend on their consistent performance for temperature-sensitive reactions, while water treatment facilities use them to maintain process temperatures in clarifiers and chemical dosing tanks. Their versatility makes them a cornerstone of industrial thermal fluid management. The business value of these vessel heating coils is rooted in operational excellence and cost-effectiveness. They deliver unwavering reliability, which minimizes unplanned downtime and reduces maintenance overhead. Their energy-efficient design translates to lower operational costs by optimizing heat transfer and reducing energy waste. The extended service life afforded by their durable construction ensures a strong return on investment. Manufactured to recognized international standards, they provide assurance of quality and compliance, mitigating operational risks. This combination of reliability, efficiency, and durability supports consistent production output, enhances process safety, and protects your bottom line through reduced total cost of ownership. Key Features: - Constructed from high-grade, corrosion-resistant materials for longevity in harsh environments. - Engineered for efficient heat transfer to maximize thermal performance and energy utilization. - Robust design capable of withstanding high pressure and exposure to aggressive process media. - Manufactured according to stringent quality control and international standards. - Built for reliable, long-term operation with minimal maintenance requirements. Benefits: - Ensures consistent and precise temperature control for stable industrial processes. - Reduces operational costs through energy-efficient design and lower maintenance needs. - Enhances process reliability and minimizes production downtime. - Provides a durable, long-lasting solution that offers excellent return on investment. - Supports compliance with industry safety and quality standards for risk mitigation.
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Pressure | |
| Weight | |
| Control system | |
| Power(W) | |
| Dimension(L*W*H) | |
| Usage | |
| Feature | |
| Place of Origin |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial vessel heating coils are engineered for precise temperature control within tanks and process vessels across heavy industries. They provide consistent, efficient heat transfer for liquids, gases, and semi-solid materials, ensuring stable process conditions even when handling aggressive chemicals or operating under extreme pressure and temperature ranges. Their design prioritizes reliability to maintain continuous production cycles without interruption. These coils are integral to operations in chemical manufacturing, oil refineries, food and beverage production, pharmaceutical processing, and water treatment facilities. They are critical for tasks such as maintaining specific reaction temperatures, preventing solidification in storage tanks, and ensuring proper viscosity for pumping and processing. Their application supports quality control, safety standards, and overall process efficiency in mission-critical industrial settings. - Maintaining precise temperatures in chemical reactors to ensure consistent reaction rates and product purity. - Heating crude oil and fuel storage tanks to maintain optimal viscosity for pumping and transportation. - Providing controlled heat in food processing vessels for cooking, pasteurization, and mixing operations. - Regulating temperature in pharmaceutical synthesis vessels to comply with strict batch processing protocols. - Heating water and treatment chemicals in industrial boilers and water treatment plant vessels.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Shivam Boilers Services, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Vessel Heating Coils Durable Efficient Thermal Performance
Industrial vessel heating coils deliver durable, efficient thermal performance for chemical, oil, gas, and food processing applications. Robust construction ensures reliable, long-term operation in demanding industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Shivam Boilers Services Maharashtra, India
Maharashtra, India
Manufacturer