undefined

Similar Products



Description
Our commercial vegetable washing conveyor belt represents advanced food-grade material handling technology designed specifically for rigorous produce processing demands. Constructe...
Our commercial vegetable washing conveyor belt represents advanced food-grade material handling technology designed specifically for rigorous produce processing demands. Constructed from high-strength materials that endure constant exposure to water, cleaning solutions, and temperature variations, this conveyor ensures uninterrupted operation in challenging environments. The belt's specialized composition prevents bacterial growth and complies with food safety standards, providing processors with a dependable solution for maintaining hygiene while handling delicate vegetables, fruits, and other fresh produce. Its reliable performance and durable construction make it the preferred choice for facilities seeking to enhance cleaning efficiency without complete system replacement. This conveyor belt serves essential functions across multiple food processing sectors, including large-scale vegetable farms, frozen food manufacturers, canned produce facilities, and fresh-cut operations. In the fresh produce industry, it enables gentle handling of delicate items while providing thorough cleaning. Frozen vegetable processors utilize its temperature resistance for transitions between blanching, cooling, and freezing processes. The belt's easy-clean design prevents cross-contamination, while prepared food manufacturers rely on its durability for high-volume ingredient processing lines. The product meets compliance requirements for international food safety standards including FDA and USDA certifications. The business value of this vegetable washing conveyor lies in its exceptional reliability and long-term cost efficiency. Unlike standard conveyors that deteriorate quickly in wet conditions, our belt maintains structural integrity through years of continuous operation, minimizing downtime and replacement expenses. The temperature-resistant properties ensure consistent performance whether handling hot sanitizing solutions or cold water rinses, eliminating the need for multiple specialized systems. This versatility translates to reduced capital investment and simplified maintenance schedules. The belt's design allows businesses to optimize their washing line layout for maximum space utilization and workflow efficiency, ultimately increasing throughput and profitability while maintaining superior quality standards for finished products. Key Features: - High-strength construction withstands heavy daily use in wet processing environments - Temperature resistant material performs consistently in both hot and cold conditions - Food-grade compliant materials meeting international safety standards - Durable design ensures long service life with minimal maintenance requirements - Easy-clean surface prevents bacterial growth and cross-contamination risks Benefits: - Reduced operational downtime through reliable continuous performance - Lower maintenance costs due to durable construction and material quality - Enhanced food safety compliance with international standards - Increased processing efficiency through optimized cleaning performance - Long-term cost savings from extended product lifespan and reduced replacements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our high-strength vegetable washing conveyor belt handles demanding food processing environments where hygiene and durability are essential. It maintains consistent performance during continuous operation, making it perfect for facilities processing fresh vegetables, frozen produce, and ready-to-eat items. The belt's temperature resistance allows reliable function in both hot washing and cold rinsing applications without material degradation. This conveyor system integrates seamlessly into automated washing lines, reducing manual labor while increasing processing capacity. Industries including agriculture, food packaging, and prepared meal manufacturing depend on its robust construction to maintain sanitation standards and operational efficiency. The belt's design ensures it meets specific layout and capacity requirements of modern processing facilities. - Pre-wash and final rinse stages in vegetable processing operations - Transporting leafy greens through sanitizing mist and water systems - Moving root vegetables through mechanical brush washers and dryers - Integrated processing lines for frozen vegetable production - Packaged salad manufacturing for comprehensive cleaning processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Vibha Belting Company, Gujarat
 Gujarat, India
Gujarat, India
Construction•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
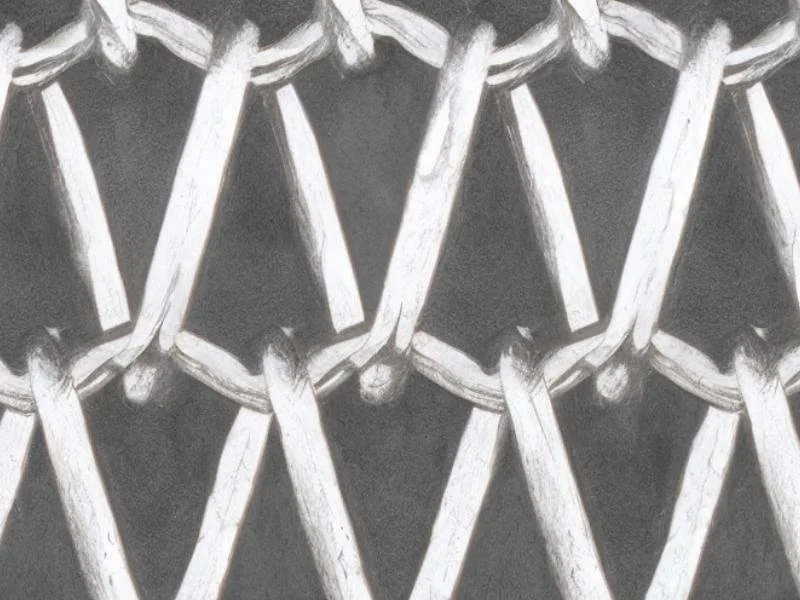
Commercial Vegetable Washing Conveyor Belt High Strength Temperature Resistant
Commercial vegetable washing conveyor belt offers high strength and temperature resistance for food processing. This reliable belt ensures efficient produce cleaning in commercial operations with consistent performance across varying conditions.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vibha Belting Company Gujarat, India
Gujarat, India
ConstructionManufacturer