₹
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial vacuum ovens are engineered for precision thermal processing where environmental control is non-negotiable. These units create contamination-free chambers by maintaining...
Industrial vacuum ovens are engineered for precision thermal processing where environmental control is non-negotiable. These units create contamination-free chambers by maintaining consistent vacuum levels and precise temperature profiles, eliminating oxidation and moisture during sensitive drying and curing operations. Built with industrial-grade materials and advanced control systems, each oven is designed for reliability and repeatability in demanding applications. The integration of precise temperature regulation with superior vacuum integrity ensures processes are completed with exacting standards, making these ovens essential for industries where product quality depends on controlled atmospheric conditions. These ovens serve foundational roles in industries where material integrity determines product success. Pharmaceutical manufacturers utilize them for drying heat-sensitive compounds without degradation, ensuring potency and stability. Electronics producers rely on them for moisture-free processing of components that would otherwise fail from oxidation. Aerospace and advanced material sectors employ them for curing composites and adhesives requiring specific environmental parameters. Research institutions depend on them for experiments where atmospheric variables must be eliminated. This cross-industry applicability demonstrates their versatility in handling critical processes where standard heating methods are insufficient. The operational value of these vacuum ovens extends beyond initial purchase to long-term process reliability and efficiency. Their low leakage rates minimize energy consumption and maintenance requirements, while durable construction ensures continuous operation with minimal downtime. The precise control systems deliver consistent results batch after batch, reducing material waste and improving yield. For serious buyers, these ovens represent a strategic investment in process capability, offering the reliability needed to maintain competitive quality standards and operational consistency in precision-dependent industries. Key Features: - Precise digital temperature control systems for consistent thermal management. - Exceptionally low vacuum leakage rates maintaining chamber integrity. - Industrial-grade construction with durable materials for long service life. - Safety-enhanced viewing door allowing process monitoring without breaking seal. - Advanced control interfaces for programmable process automation and repeatability. Benefits: - Eliminates oxidation and contamination during sensitive drying and curing processes. - Reduces energy consumption and operational costs through efficient vacuum maintenance. - Ensures batch-to-batch consistency and repeatability for quality-critical applications. - Minimizes maintenance requirements and downtime with robust industrial construction. - Provides reliable performance for continuous operation in demanding industrial environments.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial vacuum ovens provide controlled environments essential for precision drying and curing where atmospheric contamination must be eliminated. Their consistent temperature and vacuum performance ensure sensitive materials are processed without oxidation or moisture interference, making them indispensable for high-stakes manufacturing and research applications where standard ovens cannot meet stringent requirements. These units serve critical functions across technology-driven industries requiring contamination-free processing. From removing solvents in pharmaceutical formulations to curing advanced composites in aerospace, these ovens deliver the environmental control needed for repeatable, high-quality results. Their robust construction supports continuous operation in demanding settings, offering long-term reliability for processes that cannot tolerate variability or failure. - Drying moisture-sensitive electronic components and circuit boards without oxidation. - Removing residual solvents from pharmaceutical powders and active ingredients during production. - Curing specialized adhesives and composite materials in aerospace and automotive manufacturing. - Conducting material testing and research in laboratory environments requiring controlled atmospheres. - Processing and drying fine chemicals and advanced materials where contamination must be prevented.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Agnee Engineering, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
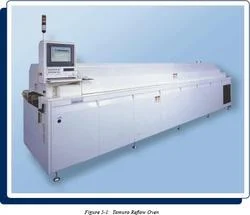
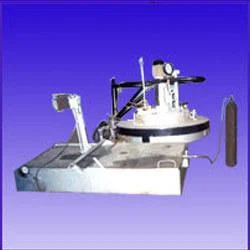
Industrial Vacuum Ovens For Precision Drying And Curing
Industrial vacuum ovens for precision drying and curing processes, featuring precise temperature control and low leakage rates for reliable performance in labs, electronics, and pharmaceutical manufacturing.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Agnee Engineering Maharashtra, India
Maharashtra, India
Manufacturer