undefined

Similar Products







Description
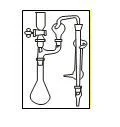
Our premium vacuum distillation apparatus is a precision-engineered solution designed for the safe and efficient low-temperature processing of sensitive compounds. By creating a co...
Our premium vacuum distillation apparatus is a precision-engineered solution designed for the safe and efficient low-temperature processing of sensitive compounds. By creating a controlled vacuum environment, this system dramatically reduces the boiling points of substances, allowing for gentle separation and purification without the risk of thermal degradation. This is crucial for preserving the integrity of high-value materials, ensuring that final products maintain their desired properties and purity. Built with durability in mind, the apparatus features chemical-resistant construction and a high-capacity reaction vessel, making it suitable for demanding laboratory and industrial settings where reliability is paramount. This versatile system finds critical application across a diverse range of industries. In pharmaceutical manufacturing, it is indispensable for purifying active ingredients and intermediates without compromising their molecular structure. Chemical processing plants utilize it for solvent recovery and the production of high-purity specialty chemicals. The fragrance and flavor industry relies on it for the gentle extraction of essential oils from delicate botanicals. Furthermore, research institutions and development laboratories employ this apparatus for experimental processes and scaling up novel compounds, benefiting from its precise control and reproducible results. The business value of this vacuum distillation apparatus is rooted in its operational reliability, efficiency, and contribution to product quality. Its precise temperature and pressure control maximize yield and purity, directly impacting your bottom line through reduced waste and higher-value outputs. The robust, chemical-resistant construction minimizes maintenance needs and extends equipment lifespan, lowering total cost of ownership. This system is an investment in process consistency, ensuring that every batch meets stringent quality standards, which is essential for building trust in supply chains and maintaining competitive advantage in markets demanding high-purity products. Key Features: - High-capacity 20000 ml rigid reaction vessel for large-scale processing - 100 mm flange with five necks allowing for multiple accessory connections - Comprehensive accessory package including thermometer pocket, gas inlet, and stirrer guide - Integrated vacuum control and release stopcocks for precise pressure management - Durable, chemical-resistant construction ensuring long-term reliability in harsh environments Benefits: - Enables safe, low-temperature processing that prevents thermal decomposition of sensitive compounds - High-capacity design supports efficient processing from laboratory research to industrial production - Versatile configuration with multiple ports accommodates various experimental and production setups - Robust construction reduces maintenance frequency and costs, ensuring consistent uptime - Delivers high-purity separations essential for pharmaceutical, chemical, and fragrance manufacturing
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This vacuum distillation apparatus is engineered for processing heat-sensitive compounds that degrade at standard temperatures. By operating under reduced pressure, it significantly lowers boiling points, preventing thermal decomposition while preserving the molecular integrity of valuable substances. This makes it essential for applications where maintaining compound purity and structure is non-negotiable. Industries rely on this system for consistent, high-quality separations and purifications. Its robust design and precise control mechanisms ensure efficient processing of volatile or delicate materials, enhancing both safety and output quality. From pilot-scale research to full industrial production, this apparatus delivers reliable performance for critical separation tasks. - Purifying pharmaceutical intermediates and active pharmaceutical ingredients (APIs) - Extracting essential oils and natural fragrances from botanical materials - Recovering and purifying high-value chemical solvents for reuse - Conducting advanced research in organic chemistry and material science - Manufacturing specialty chemicals that require precise, low-temperature distillation
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Abhishek Scientific Company, Maharashtra
 Maharashtra, India
Maharashtra, India
Electronics & Electrical•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Vacuum Distillation Apparatus For Low Temperature Processing
Premium vacuum distillation apparatus for low-temperature processing of sensitive compounds. Ideal for organic chemistry labs and industrial applications requiring high capacity and reliability.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Abhishek Scientific Company Maharashtra, India
Maharashtra, India
Electronics & ElectricalManufacturer