undefined

Similar Products





Description
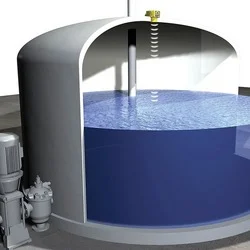
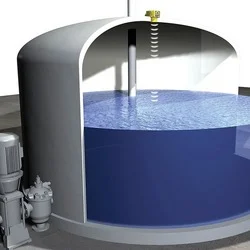
Industrial ultrasonic level transmitters represent advanced non-contact measurement technology engineered for demanding industrial applications. These sophisticated devices employ ...
Industrial ultrasonic level transmitters represent advanced non-contact measurement technology engineered for demanding industrial applications. These sophisticated devices employ high-frequency sound waves to accurately determine liquid and solid levels in various containers, tanks, and vessels. The technology incorporates digital signal processing for enhanced measurement accuracy and operational reliability, while robust construction ensures performance in challenging industrial environments. Manufactured with premium materials and subjected to rigorous quality control protocols, these transmitters deliver consistent performance with minimal maintenance requirements, making them ideal for continuous operation across diverse industrial settings. These ultrasonic level transmitters find extensive application across numerous industrial sectors including water and wastewater treatment, chemical processing, food production, pharmaceutical manufacturing, and bulk material handling operations. In water treatment facilities, they effectively monitor clarifiers, filters, and storage tanks to maintain optimal process control. Chemical plants rely on them for safe measurement of corrosive and hazardous materials where contact-based sensors would fail. The food industry benefits from their hygienic non-contact design that prevents contamination, while bulk storage operations depend on them for accurate inventory management of grains, powders, and other solid materials in silos and storage containers. The business value of industrial ultrasonic level transmitters lies in their exceptional reliability, measurement accuracy, and significant reduction in operational costs. These devices substantially minimize downtime through non-contact operation that eliminates the wear and maintenance issues associated with mechanical sensors. Their advanced technology provides precise inventory data that helps optimize supply chain management and prevents production interruptions caused by material shortages or overflows. The transmitters offer long-term operational stability and consistent performance, ensuring reliable monitoring that supports efficient industrial processes and informed decision-making. Key Features: - Non-contact measurement technology using high-frequency ultrasonic sound waves - Advanced digital signal processing for enhanced accuracy and reliability - Robust construction with durable housing materials for industrial environments - Multiple output signal options for seamless system integration - Temperature and pressure compensation for precise measurements Benefits: - Eliminates mechanical wear through non-contact measurement technology - Reduces maintenance costs and operational downtime significantly - Provides accurate inventory data for better supply chain management - Prevents contamination in sensitive processing applications - Ensures long-term reliability in demanding industrial conditions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial ultrasonic level transmitters deliver precise continuous measurement for liquids and solids without physical contact. These devices utilize high-frequency sound waves to calculate distance, making them ideal for corrosive, volatile, or viscous materials where other sensors might fail. They provide reliable performance across various industrial environments with minimal maintenance requirements and long-term operational stability. These transmitters serve multiple industrial sectors including water treatment facilities, chemical processing plants, and bulk storage operations. The non-contact technology prevents contamination and reduces equipment wear, ensuring consistent performance in demanding conditions. Available customization options allow adaptation to specific tank configurations, temperature ranges, and output signal requirements for seamless integration with existing systems. - Continuous level monitoring in water and wastewater treatment plants for precise process control - Inventory management of liquids and bulk solids in storage tanks and industrial silos - Chemical processing facilities for measuring corrosive and hazardous materials safely - Food production facilities requiring hygienic non-contact level detection solutions - Fuel storage and distribution centers for accurate inventory tracking and management
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Jaycee Technologies Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Food & Agriculture•ManufacturerTrading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Ultrasonic Level Transmitters For Liquid And Solid Measurement
Industrial ultrasonic level transmitters provide accurate non-contact measurement for liquids and solids in water treatment, chemical processing, and storage applications with reliable performance and customization options.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Jaycee Technologies Pvt Ltd Maharashtra, India
Maharashtra, India
Food & AgricultureManufacturer

