undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our Lab ULT Freezers represent the pinnacle of ultra-low temperature storage technology, engineered specifically for the demanding requirements of biological sample preservation. T...
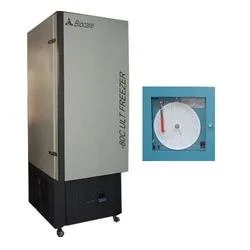
Our Lab ULT Freezers represent the pinnacle of ultra-low temperature storage technology, engineered specifically for the demanding requirements of biological sample preservation. These new OEM standard units deliver reliable, durable performance for long-term storage of critical materials like blood plasma and red cell samples. Built with precision temperature control systems, these freezers maintain optimal conditions to ensure sample viability and integrity over extended periods. The customizable approach allows for tailored solutions that meet specific laboratory requirements while maintaining the highest standards of quality and performance. These ultra-low temperature freezers serve vital roles across multiple industries where temperature control is paramount. Healthcare facilities utilize them for storing blood products and diagnostic materials, while pharmaceutical companies depend on them for vaccine preservation and drug development. Research institutions rely on these units for maintaining biological specimens, reagents, and experimental materials. The flexibility in sizing and configuration makes them suitable for various environments, from high-volume storage facilities to space-constrained laboratory settings, ensuring compliance with industry protocols and regulatory requirements. The inherent business value of these ULT freezers lies in their combination of reliability, durability, and customization capabilities. The robust construction ensures consistent performance with minimal maintenance requirements, providing long-term operational efficiency and cost-effectiveness. The OEM manufacturing approach guarantees quality control and seamless integration into existing laboratory systems. By investing in these freezers, organizations secure a storage solution that minimizes operational risks, ensures regulatory compliance, and protects valuable biological materials, making them an essential asset for any facility requiring dependable temperature-controlled storage. Key Features: - OEM standard manufacturing ensuring consistent quality and performance - Ultra-low temperature capability for sensitive biological materials - Customizable sizes and dimensions to fit specific space requirements - Durable construction designed for long-term reliable operation - Precise temperature control systems maintaining optimal storage conditions Benefits: - Ensures sample integrity and viability through consistent temperature maintenance - Reduces operational risks with reliable performance and minimal downtime - Provides flexibility through customizable configurations for specific needs - Offers long-term cost efficiency through durable construction and low maintenance - Supports regulatory compliance with precise temperature control and monitoring
Specifications
| Attribute | Value |
|---|---|
| Supply Type | OEM |
| Condition | New |
| Type | Freezer |
| Price | Negotiable |
| Features | Reliable and Durable |
| Size | As per Clients Request |
| Standard or Non Standard | Standard |
| Shape | As per Clients Request |
| Dimension | As per Clients Request |
| Thickenss | As per Clients Request |
| Specification | As per Clients Request |
| Temperature | As per Clients Request |
| Packing Material | Wooden Box |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Ultra-low temperature freezers provide critical storage solutions for sensitive biological materials requiring precise temperature control. These units maintain consistent sub-zero environments essential for preserving sample integrity across medical, research, and pharmaceutical applications. The reliable performance ensures long-term preservation of temperature-sensitive materials without degradation or compromise to quality. Customizable configurations allow these freezers to adapt to specific operational requirements across different facilities. From compact laboratory units to large-capacity storage systems, the flexibility in sizing and specifications ensures optimal space utilization. The durable construction and precise temperature management meet stringent industry standards for biological sample preservation. - Blood banks storing plasma units and red cell concentrates for transfusion services - Pharmaceutical facilities preserving vaccines and temperature-sensitive medications - Research laboratories maintaining biological samples and reagents for scientific studies - Hospital clinical labs storing diagnostic specimens and tissue samples - Biobanking facilities archiving DNA, RNA, and cell cultures for genetic research
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Asean Scientific Express, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
South Asia
Southeast Asia
Lab ULT Freezer New OEM Standard Reliable Durable Storage
Lab ULT Freezer OEM standard reliable durable storage for blood plasma and red cell samples with customizable sizes and temperature settings for laboratory applications.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Asean Scientific Express Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer