undefined
Apparel & Fashion
Loading subcategories...
View More
Description
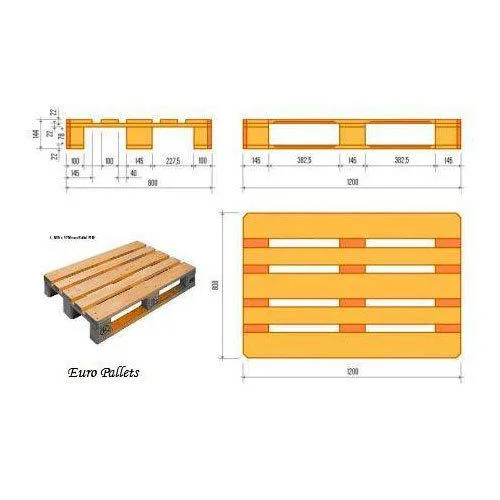
Our premium two-way pallets represent precision-engineered storage and transportation solutions designed for modern industrial requirements. Manufactured with exceptional attention...
Our premium two-way pallets represent precision-engineered storage and transportation solutions designed for modern industrial requirements. Manufactured with exceptional attention to detail, these pallets feature strategic openings on two sides that enable seamless forklift access while maintaining superior load-bearing capacity. Constructed from premium materials sourced from certified vendors, each pallet undergoes rigorous quality checks to ensure consistent performance. The design specifically addresses the needs of businesses handling both lightweight and bulky items, providing a reliable foundation for storage and transportation. These pallets are particularly valuable for export-oriented operations where product safety during transit is paramount, offering dependable performance across various handling scenarios. Multiple industries benefit significantly from incorporating two-way pallets into their daily operations. Manufacturing facilities utilize them for moving raw materials and finished goods between production areas and storage locations. Logistics and warehousing companies rely on these pallets for efficient inventory management and optimal space utilization. Export businesses value their compliance with international shipping standards and exceptional durability during long-distance transportation. The agricultural sector uses them extensively for storing and moving produce, while retail distributors employ them throughout their supply chain operations. These pallets also serve pharmaceutical companies, automotive parts manufacturers, and consumer goods producers who require reliable packaging solutions that protect their products throughout the entire handling process. Businesses choosing our two-way pallets gain substantial operational advantages through enhanced reliability and long-term cost efficiency. The robust construction reduces replacement frequency, delivering exceptional value and lower total cost of ownership over time. Consistent quality ensures predictable performance across all units, significantly minimizing the risk of load failures or product damage during handling. The reliable design allows companies to address specific operational challenges through standardized yet effective solutions. This dependability combined with consistent performance makes these pallets a smart investment for businesses looking to optimize their packaging and logistics operations while maintaining the highest standards of product protection and operational efficiency throughout their supply chain. Key Features: - Dual-entry design for forklift access from two sides - Premium quality materials from certified vendors - Standardized dimensions for consistent performance - High load capacity for both light and bulky items - Robust construction for repeated use and durability Benefits: - Enhanced operational efficiency through dual-entry forklift access - Reduced product damage with stable load-bearing capacity - Long-term cost savings through durable construction - Consistent performance across all handling scenarios - Reliable protection for goods during storage and transport
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Two-way pallets provide efficient material handling solutions across multiple industries. Their dual-entry design allows forklift access from either side, streamlining warehouse operations and reducing loading times. These pallets create stable bases for stacking goods safely while maximizing storage space and minimizing damage risks during transportation and storage periods. These versatile pallets serve manufacturing, logistics, and export-focused businesses effectively. They accommodate various item types from lightweight consumer goods to heavier industrial components. The open-sided design facilitates quick loading and unloading while maintaining structural integrity throughout supply chain movements and extended storage durations in diverse operational environments. - Export packaging for international shipments requiring secure transportation - Warehouse storage systems for organized inventory management - Manufacturing plant material handling between production stages - Retail distribution center operations for efficient goods movement - Agricultural product storage and transport for farm-to-market logistics
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Wincy Wood Packers, Karnataka
 Karnataka, India
Karnataka, India
Construction•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Two Way Pallets For Secure Storage And Export Packaging
Premium two-way pallets for secure storage and export packaging. Ideal for light and bulky items with reliable quality and dual-entry forklift access for efficient material handling across industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Wincy Wood Packers Karnataka, India
Karnataka, India
ConstructionManufacturer







