undefined

Similar Products







Description
Our industrial two-stage watering vacuum pumping system represents advanced vacuum technology designed to overcome the limitations of conventional single-stage pumps. While standar...
Our industrial two-stage watering vacuum pumping system represents advanced vacuum technology designed to overcome the limitations of conventional single-stage pumps. While standard vacuum pumps typically achieve around 710 MM HG, modern industrial processes increasingly demand deeper vacuum levels for enhanced efficiency and better yields. This system utilizes a sophisticated two-stage design that creates absolute pressure as low as 1 MM HG with bank suction capability. Engineered for serious industrial applications, it provides the high vacuum performance necessary for distillation, evaporation, and other processes where superior vacuum directly impacts operational results and energy consumption. The system's robust construction ensures reliable operation while delivering consistent performance across various industrial settings. This vacuum pumping system serves critical roles across multiple industries where precise vacuum control is essential. In chemical processing and pharmaceutical manufacturing, it enables more efficient distillation and separation processes. The food processing industry utilizes it for concentration applications and flavor extraction where maintaining specific vacuum conditions is crucial. Environmental testing facilities rely on its consistent performance for creating controlled vacuum environments, while industrial dehydration systems benefit from its ability to achieve extremely low moisture conditions. Research laboratories and educational institutions also implement this technology for experimental setups requiring high vacuum accuracy across various scientific applications. The business value of this two-stage vacuum system lies in its exceptional reliability and energy-efficient operation, which directly translates to reduced operational costs and improved process outcomes. Unlike standard vacuum pumps, this system delivers consistent high vacuum performance that enhances yield quality while minimizing energy consumption. Its unique two-stage design provides a significant competitive advantage for businesses looking to optimize their processes. The system's robust construction ensures perfect integration into existing operations, delivering optimal performance based on specific capacity requirements. Built with durability in mind, it offers long-term reliability with minimal maintenance needs, making it a smart investment for businesses prioritizing process efficiency and operational excellence. Key Features: - Achieves extreme vacuum levels up to 1 MM HG absolute pressure - Two-stage design with bank suction capability for superior performance - Watering vacuum technology providing consistent operation - Robust construction ensuring long-term reliability and durability - Energy-efficient design reducing operational costs Benefits: - Enhanced process efficiency and improved yield quality - Reduced energy consumption and lower operational costs - Consistent high vacuum performance for reliable operations - Long-term durability with minimal maintenance requirements - Superior vacuum control for precise industrial applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This two-stage vacuum pumping system is engineered for industrial applications requiring deep vacuum levels beyond standard single-stage capabilities. It combines two vacuum stages to achieve extreme pressure reduction, making it essential for processes where high vacuum significantly improves efficiency and output quality. The system operates with reliable watering vacuum technology, ensuring consistent performance in demanding environments across various industries. Manufacturers and processors benefit from enhanced process control and energy savings with this advanced vacuum system. The two-stage design addresses the limitations of conventional vacuum pumps, delivering precise vacuum levels needed for specialized applications. Chemical processors, distillation facilities, and industrial plants rely on this system for its ability to maintain stable vacuum conditions, improving yield and reducing operational costs in critical manufacturing processes. - Distillation processes in chemical and pharmaceutical industries for improved separation efficiency - Industrial dehydration systems where low moisture content is critical - Environmental testing chambers that require precise vacuum conditions - Food processing applications for concentration and flavor extraction - Laboratory research setups needing high vacuum for experimental accuracy
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Vindi Vak Pump Pvt Ltd Ahmedabad, Gujarat
 Gujarat, India
Gujarat, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
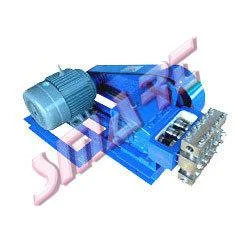
Industrial Two Stage Watering Vacuum Pumping System 1 MM HG Absolute Pressure
Industrial two-stage watering vacuum pumping system delivers 1 MM HG absolute pressure for energy-efficient distillation and industrial processes requiring superior vacuum performance and reliable operation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vindi Vak Pump Pvt Ltd Ahmedabad Gujarat, India
Gujarat, India
Manufacturer


