undefined

Similar Products







Description
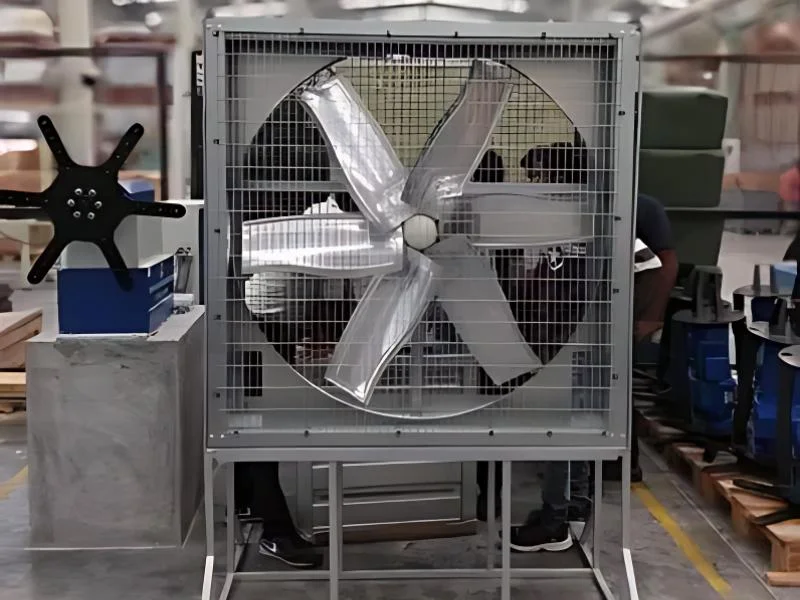
Our industrial tubeaxial fans represent superior ventilation technology engineered for demanding industrial applications. These high-performance units feature advanced direct-drive...
Our industrial tubeaxial fans represent superior ventilation technology engineered for demanding industrial applications. These high-performance units feature advanced direct-drive systems that eliminate traditional belt and pulley mechanisms, resulting in significantly reduced maintenance requirements and enhanced operational reliability. Constructed from abrasion-resistant materials with protective finishes, these fans deliver consistent airflow performance while withstanding the rigors of heavy-duty industrial environments. The robust design ensures optimal performance across various industrial settings, providing reliable ventilation and cooling solutions that meet the stringent requirements of modern industrial operations. With proven manufacturing capabilities, we deliver scalable solutions for large-scale projects without compromising quality or performance standards. Tubeaxial fans serve critical functions across numerous industries where reliable ventilation and cooling are essential for operational efficiency and safety. In manufacturing facilities, they provide essential airflow for process cooling and temperature regulation of machinery and production areas. Warehouses and large commercial spaces utilize these fans for effective air circulation and climate control management. The chemical processing industry relies on tubeaxial fans for fume extraction and maintaining safe air quality standards. Electronics manufacturing plants and data centers depend on these fans for equipment cooling to prevent overheating and ensure continuous operation. These ventilation units are also extensively used in agricultural facilities, industrial exhaust systems, and various processing plants where consistent air movement performance is non-negotiable for operational success. The business value of our tubeaxial fans extends beyond basic functionality to deliver tangible operational advantages and cost efficiencies. Their energy-efficient design significantly reduces power consumption while maintaining high airflow performance, leading to substantial long-term operational cost reductions. The robust construction and minimal maintenance requirements ensure maximum uptime and reliability, critical factors for production environments where equipment failure can result in significant operational disruptions. The durable engineering translates to extended service life and reduced replacement costs, while their proven reliability in global industrial applications provides confidence for businesses investing in long-term ventilation solutions. These fans deliver consistent performance that supports productivity, protects equipment investments, and maintains optimal working conditions across various industrial settings. Key Features: - Direct-drive technology eliminates belts and pulleys for reduced maintenance needs - High-quality abrasion-resistant materials ensure longevity in harsh industrial conditions - Superior protective finishes enhance durability and corrosion resistance - Efficient airflow design provides optimal ventilation and cooling performance - Robust construction supports continuous operation in demanding environments Benefits: - Reduced maintenance requirements lower operational costs and downtime - Extended service life provides long-term value and reliability - Energy-efficient operation decreases power consumption and utility expenses - Consistent performance ensures reliable ventilation in critical applications - Durable construction withstands challenging industrial conditions for lasting performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial tubeaxial fans provide essential airflow management for maintaining optimal temperature and air quality in demanding industrial settings. These high-performance units efficiently move large air volumes with minimal pressure resistance, making them ideal for ventilation, cooling, and exhaust applications across multiple sectors. Their durable construction ensures reliable operation in challenging environments where consistent performance is critical for operational safety and efficiency. Engineered for heavy-duty industrial use, these tubeaxial fans serve critical functions in facilities requiring substantial airflow with reliable performance. The robust design withstands continuous operation in manufacturing plants, processing facilities, and large commercial spaces. These fans effectively handle various industrial applications from equipment cooling to fume extraction, ensuring proper ventilation and temperature control in environments where air quality and thermal management are paramount for productivity and safety. - Manufacturing facility ventilation systems for temperature regulation and air quality maintenance - Warehouse air circulation and cooling to protect inventory and ensure comfortable working conditions - HVAC systems in commercial and industrial buildings for efficient climate control management - Electronics and machinery cooling applications to prevent overheating and ensure operational reliability - Chemical processing and fume extraction systems to maintain safe working environments and air quality standards
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Heat Chem Enginnering Company, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Tubeaxial Fans For Ventilation And Cooling
Industrial tubeaxial fans deliver high-performance ventilation and cooling for demanding industrial environments. These reliable fans feature robust construction and efficient airflow management, trusted by global manufacturers for quality and durability in heavy-duty applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Heat Chem Enginnering Company Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer