undefined

Similar Products




Description
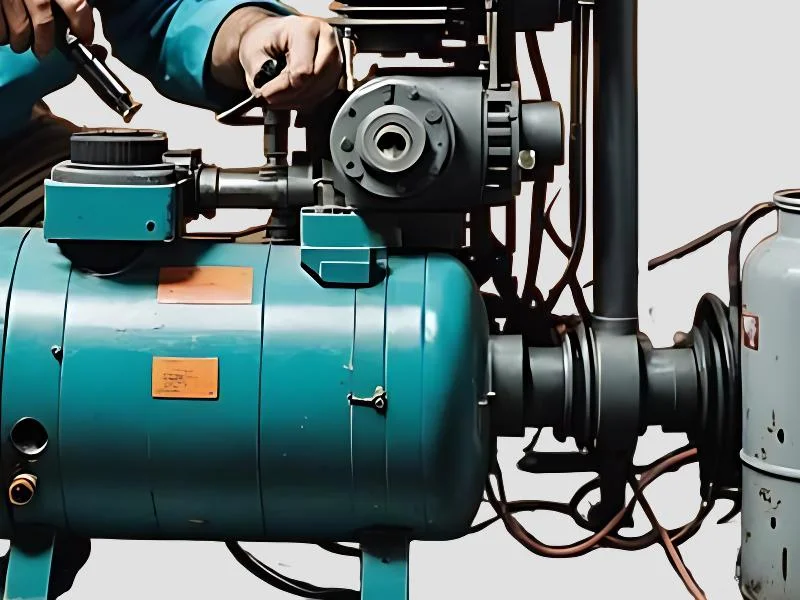
Tube leak detection represents a critical maintenance technology designed to identify and locate leaks in pressurized tubular systems before they develop into major operational pro...
Tube leak detection represents a critical maintenance technology designed to identify and locate leaks in pressurized tubular systems before they develop into major operational problems. Using advanced methodologies including ultrasonic testing, pressure decay analysis, chemical tracer injection, and acoustic monitoring, these systems provide accurate detection of even minute leaks that might otherwise go unnoticed during routine inspections. The technology serves as an early warning system that enables maintenance teams to address developing issues during planned downtime rather than facing emergency shutdowns. This proactive approach to equipment monitoring has become an industry standard for facilities where system integrity directly impacts safety, productivity, and operational costs. The implementation of comprehensive tube leak detection protocols ensures continuous system performance while minimizing the risk of catastrophic failures that could result in significant financial losses or safety incidents. Industries relying on heat transfer equipment and pressurized systems implement tube leak detection as a fundamental component of their maintenance strategy. Power generation facilities utilize these systems to monitor boiler tubes and heat exchangers where leaks can cause efficiency losses and forced outages. Chemical and petrochemical plants depend on leak detection to prevent product contamination, maintain process purity, and avoid environmental releases. Manufacturing operations integrate these systems to protect specialized processing equipment and maintain consistent production quality. HVAC applications in large commercial and industrial buildings use tube leak monitoring to ensure climate control systems operate at peak efficiency. The widespread adoption across these diverse sectors demonstrates the universal value of early leak detection in maintaining operational continuity and protecting capital investments. Implementing reliable tube leak detection delivers substantial business value through reduced maintenance costs, extended equipment lifespan, and minimized production interruptions. The technology provides a clear return on investment by preventing the exponential costs associated with major equipment failures, including repair expenses, lost production, and potential regulatory penalties. Businesses benefit from improved operational reliability that supports consistent output quality and on-time delivery commitments to customers. The systematic approach to leak management also enhances safety compliance by identifying potential hazards before they endanger personnel or trigger environmental incidents. This combination of financial protection, operational stability, and risk mitigation makes tube leak detection an essential investment for any organization operating critical tubular systems. Key Features: - Multiple detection methodologies including ultrasonic and acoustic monitoring - Customizable inspection protocols tailored to specific equipment - Early identification of minute leaks before visible symptoms appear - Compatibility with various industrial systems and operating conditions - Comprehensive reporting capabilities for maintenance planning Benefits: - Prevents costly unplanned downtime and production interruptions - Extends equipment service life through timely maintenance interventions - Reduces maintenance costs by addressing issues before they escalate - Enhances workplace safety by identifying potential hazard sources - Improves operational efficiency by maintaining system integrity
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Tube leak detection systems are essential maintenance tools across multiple industrial sectors where pressurized systems operate continuously. These solutions help prevent catastrophic equipment failures by identifying even minor leaks before they escalate into major operational disruptions or safety incidents. Regular leak detection forms a critical part of preventive maintenance programs that protect both equipment investments and workforce safety in demanding industrial environments. The technology adapts to various industrial settings through customizable detection methods and monitoring frequencies tailored to specific operational requirements. Industrial facilities rely on tube leak detection to maintain operational continuity and regulatory compliance across power generation, manufacturing, and processing operations. These systems provide early warning of developing issues in heat exchangers, condensers, and boiler tubes where undetected leaks can lead to reduced efficiency and increased energy consumption. The implementation of systematic leak detection protocols helps organizations avoid unexpected shutdowns while extending equipment lifespan through timely intervention and maintenance planning based on accurate diagnostic data. Real-world applications: Real-world applications: - Power plant boiler tube monitoring to prevent unplanned outages and maintain generation capacity - Chemical processing heat exchanger inspection to prevent product contamination and ensure process purity - Refinery pipeline integrity verification to avoid environmental incidents and maintain throughput - HVAC system condenser monitoring in commercial buildings to maintain climate control efficiency - Manufacturing process equipment maintenance to ensure consistent production quality and output
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

LUCENT MARCONS PVT. LTD., New Delhi New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Industrial Tube Leak Detection Systems For Boilers And Heat Exchangers
Advanced tube leak detection systems identify boiler, heat exchanger, and pipeline leaks early, preventing costly downtime and safety risks while maintaining operational efficiency for industrial facilities.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
LUCENT MARCONS PVT. LTD.
 New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer