undefined

Similar Products







Description
Industrial heavy duty steel transfer pumps represent professional-grade fluid handling equipment designed for demanding operational environments. Featuring a robust steel barrel co...
Industrial heavy duty steel transfer pumps represent professional-grade fluid handling equipment designed for demanding operational environments. Featuring a robust steel barrel construction and dual-action pumping mechanism, these units deliver consistent, reliable performance with every stroke. Engineered specifically for oils, fuels, and industrial lubricants, they provide smooth operation while maintaining compatibility with various viscous liquids. Manufactured to stringent quality standards, these pumps ensure safe operation while reducing operator fatigue and enhancing workplace productivity through efficient fluid transfer capabilities. These transfer pumps serve critical functions across multiple industrial sectors including automotive, manufacturing, agriculture, marine, and energy applications. In automotive environments, they facilitate efficient oil changes and fluid transfers in repair shops and maintenance facilities. Manufacturing plants utilize them for precise lubricant dispensing and machinery maintenance operations. Agricultural operations depend on them for diesel and fuel management tasks, while marine and transportation sectors benefit from their durability in fuel transfer applications. The robust design and reliable performance make them suitable for both light and heavy-duty industrial requirements. The business value of these transfer pumps lies in their ability to enhance operational efficiency, minimize downtime, and reduce labor costs through reliable performance. The durable steel construction ensures long-term reliability, significantly reducing replacement needs and maintenance expenses. The dual-action mechanism enables faster fluid transfer cycles, saving valuable time and increasing operational throughput. Integrated safety features help prevent spills and accidents, protecting both personnel and equipment from potential hazards. These combined factors deliver substantial return on investment, making them an intelligent choice for businesses seeking quality equipment that delivers lasting value. Key Features: - Heavy-gauge steel barrel construction for exceptional durability and long service life - Dual-action pumping design for efficient fluid transfer in both directions - Specific compatibility with oils, fuels, and viscous industrial lubricants - Manufactured to high-quality standards ensuring safe and comfortable operation - Robust engineering suitable for demanding industrial environments and applications Benefits: - Enhanced operational efficiency through reliable performance and reduced downtime - Long-term cost savings from durable construction and minimal maintenance requirements - Increased productivity with faster fluid transfer cycles and reduced manual effort - Improved workplace safety with spill prevention and accident reduction features - Consistent performance across various industrial applications and environments
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These heavy-duty steel transfer pumps are engineered for demanding industrial environments where reliable fluid handling is critical. The robust steel construction and dual-action mechanism ensure consistent performance with oils, lubricants, fuels, and other viscous liquids, making them suitable for factories, workshops, and storage facilities. These pumps minimize downtime and reduce manual effort while providing dependable operation for businesses prioritizing efficiency and safety in fluid management tasks across multiple industrial sectors. Common applications include transferring motor oils in automotive repair shops, handling heating oils in residential and commercial settings, and moving industrial lubricants in manufacturing plants. The pumps are widely used in agriculture for diesel and kerosene transfer, as well as in marine and transportation sectors for fuel management. Their versatility and durability make them essential equipment where accurate and efficient fluid dispensing is required for operational continuity. - Transferring motor oils and lubricants in automotive repair and maintenance facilities - Handling heating oils and diesel fuel in residential and commercial heating systems - Moving industrial fluids and lubricants in manufacturing and machinery operations - Fuel transfer for agricultural equipment, generators, and transportation vehicles - Dispensing viscous liquids and industrial fluids in warehouses and storage facilities
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Anmol Pharma Equipments, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
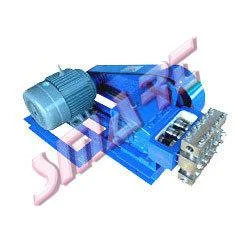
Industrial Heavy Duty Steel Transfer Pumps For Oils Fuels Lubricants
Industrial heavy duty steel transfer pumps deliver efficient dual-action performance for oils, fuels, and lubricants. Built with robust steel construction for reliable operation in demanding industrial environments and fluid transfer applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Anmol Pharma Equipments Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer