undefined

Similar Products




Description
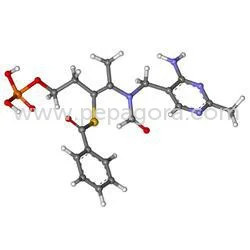
Thiamine Hydrochloride, also known as Vitamin B1 HCl, is a high-purity essential nutrient supplied for professional manufacturing needs. Produced under stringent quality controls, ...
Thiamine Hydrochloride, also known as Vitamin B1 HCl, is a high-purity essential nutrient supplied for professional manufacturing needs. Produced under stringent quality controls, this compound meets exacting standards for purity and consistency, making it a reliable raw material for industries where ingredient integrity is non-negotiable. It is designed for seamless integration into production processes, offering a dependable source of vitamin B1 that supports critical metabolic functions in both humans and animals. This product finds extensive use across multiple regulated industries. In pharmaceuticals, it is a key active ingredient in formulations designed to treat and prevent thiamine deficiency, supporting neurological and cardiovascular health. The nutraceutical sector utilizes it to enhance dietary supplements aimed at boosting energy metabolism and overall wellness. For animal nutrition, it is a crucial additive in feed premixes, promoting optimal growth and preventing deficiency-related conditions in livestock, poultry, and aquaculture. Food manufacturers also rely on it for the nutritional fortification of staple products, ensuring they meet established health guidelines. The business value of this Thiamine Hydrochloride lies in its unwavering reliability and quality assurance. It provides manufacturers with a consistent, high-grade input that reduces production variability and risk. This reliability helps businesses maintain stringent quality standards, comply with regulatory requirements, and ensure the safety and efficacy of their final products. By offering a trusted and traceable supply, it supports efficient production planning, minimizes downtime, and builds long-term confidence between suppliers and manufacturers in competitive global markets. Key Features: - High-purity grade manufactured specifically for pharmaceutical and nutritional applications - Produced using advanced technology ensuring consistent molecular structure and potency - Subject to rigorous multi-stage quality control and analytical testing protocols - Consistent batch-to-batch performance for predictable manufacturing outcomes - Supplied with complete documentation including certificates of analysis Benefits: - Ensures the efficacy and safety of final pharmaceutical and nutritional products - Reduces production risk by providing a reliable and consistent raw material - Helps manufacturers meet strict regulatory and compliance standards effortlessly - Supports efficient production planning with dependable supply and quality - Builds end-user trust by contributing to high-quality finished goods
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Thiamine Hydrochloride Vitamin B1 HCl serves as a foundational ingredient in pharmaceutical manufacturing, specifically for creating tablets, capsules, and injectable solutions that address vitamin B1 deficiencies. Its high purity makes it suitable for therapeutic formulations that require precise dosing and predictable bioavailability, ensuring patient safety and treatment efficacy in clinical settings. Beyond human medicine, this compound is vital for animal nutrition and food production. It is incorporated into feed premixes to support healthy growth and prevent deficiencies in livestock and poultry. In the food industry, it is used to fortify everyday staples like flour, cereals, and nutritional beverages, enhancing their nutritional profile to meet dietary standards and support public health initiatives. - Formulating pharmaceutical tablets and injectable solutions for vitamin B1 therapy - Manufacturing dietary supplements and multivitamin preparations for human health - Producing fortified animal feed premixes for livestock and poultry nutrition - Enriching food products like cereals, flour, and baked goods for nutritional value - Creating clinical nutrition products for therapeutic and healthcare support
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Prachi Pharmaceuticals Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Thiamine Hydrochloride Vitamin B1 HCl For Pharmaceuticals
High-purity Thiamine Hydrochloride Vitamin B1 HCl for pharmaceutical, nutraceutical, and animal feed applications. This essential nutrient supports metabolic functions and health with consistent quality and reliable supply.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Prachi Pharmaceuticals Pvt Ltd Maharashtra, India
Maharashtra, India
Raw Materials & ChemicalsManufacturer