undefined
Similar Products







Description
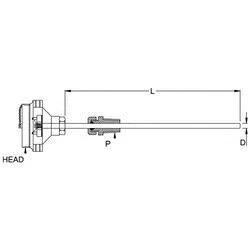
Industrial flame proof thermocouples represent the pinnacle of safety engineering for temperature measurement in hazardous environments. These precision instruments are specificall...
Industrial flame proof thermocouples represent the pinnacle of safety engineering for temperature measurement in hazardous environments. These precision instruments are specifically designed for locations where explosive atmospheres demand maximum protection against ignition sources. The flame-proof enclosure construction ensures that any internal sparks or high temperatures cannot ignite surrounding flammable gases, vapors, or dust particles. Built to withstand extreme industrial conditions, these thermocouples deliver accurate, reliable temperature readings even under high pressure, corrosive exposure, and significant thermal variations. Their quick response time and measurement stability make them indispensable for critical process monitoring where safety and accuracy are equally important. These specialized thermocouples serve vital roles across multiple high-risk industries where temperature monitoring in explosive atmospheres is mandatory. In oil and gas operations, they provide essential temperature data for refinery processes, pipeline monitoring, and storage facility management. Chemical manufacturing facilities utilize them for reactor vessel temperature control, distillation column monitoring, and mixing operation supervision. Pharmaceutical production relies on them for maintaining precise thermal conditions in manufacturing processes where temperature deviations can compromise product quality and safety. Power generation plants install them in boilers, turbines, and heat recovery systems where combustible materials may be present. They also find applications in food processing, wastewater treatment, and metal manufacturing environments where combustible dust or gases create potential explosion hazards. The business value of these flame-proof thermocouples extends far beyond basic temperature measurement to encompass comprehensive operational safety, regulatory compliance, and process optimization. Their proven reliability significantly reduces operational downtime by providing accurate data that prevents equipment failure and process interruptions. The robust construction and corrosion-resistant materials minimize maintenance requirements and extend service life, delivering substantial long-term cost savings. The instruments help organizations meet stringent international safety standards while improving overall process efficiency and product quality. The assurance that comes with using certified equipment in hazardous environments provides invaluable peace of mind for operations management and safety officers responsible for protecting personnel and facilities. Key Features: - Flame-proof enclosure certified for explosive atmospheres prevents ignition of surrounding flammable materials - High-temperature resistance with wide measurement range suitable for extreme industrial environments - Robust construction using corrosion-resistant materials for extended durability in harsh conditions - Customizable probe lengths, connection types, and temperature ranges to match specific application requirements - Quick response time with high accuracy measurements for precise process control and monitoring Benefits: - Enhanced safety in hazardous environments through reliable flame-proof protection - Reduced operational downtime with consistent performance in extreme conditions - Long-term cost savings through durable construction and minimal maintenance requirements - Improved process efficiency with accurate temperature data for optimal control - Regulatory compliance assurance with certified equipment meeting international safety standards
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These industrial flame proof thermocouples are engineered specifically for hazardous locations where explosive gases, vapors, or combustible dusts are present. The flame-proof enclosure prevents internal sparks or heat from igniting surrounding flammable materials, ensuring continuous temperature monitoring without compromising safety. These instruments maintain reliable performance even under extreme pressure, temperature fluctuations, and corrosive conditions common in high-risk industrial settings. With high accuracy and rapid response times, these thermocouples deliver critical temperature data for processes requiring precise thermal control. They withstand the demanding conditions of refineries, chemical plants, and manufacturing facilities while providing consistent, reliable measurements. The durable construction ensures long service life with minimal maintenance requirements, making them ideal for continuous operation in challenging environments where equipment reliability directly impacts safety and productivity. - Monitoring reactor temperatures in chemical processing plants to maintain optimal reaction conditions and prevent hazardous situations - Measuring furnace temperatures in steel manufacturing facilities to ensure product quality and prevent equipment damage - Tracking pipeline temperatures in oil refineries to detect anomalies and maintain safe operating conditions - Controlling boiler temperatures in power generation plants for efficient energy production and equipment protection - Ensuring precise temperature control in pharmaceutical manufacturing processes where thermal accuracy is critical
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Altop Industries Ltd, Gujarat
 Gujarat, India
Gujarat, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Flame Proof Thermocouples For Hazardous Environments
Industrial flame proof thermocouples provide reliable temperature measurement in hazardous environments. Designed for oil, gas, chemical, and pharmaceutical industries with robust flame-proof enclosures that ensure safety in explosive atmospheres.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Altop Industries Ltd Gujarat, India
Gujarat, India
Manufacturer