undefined

Similar Products







Description
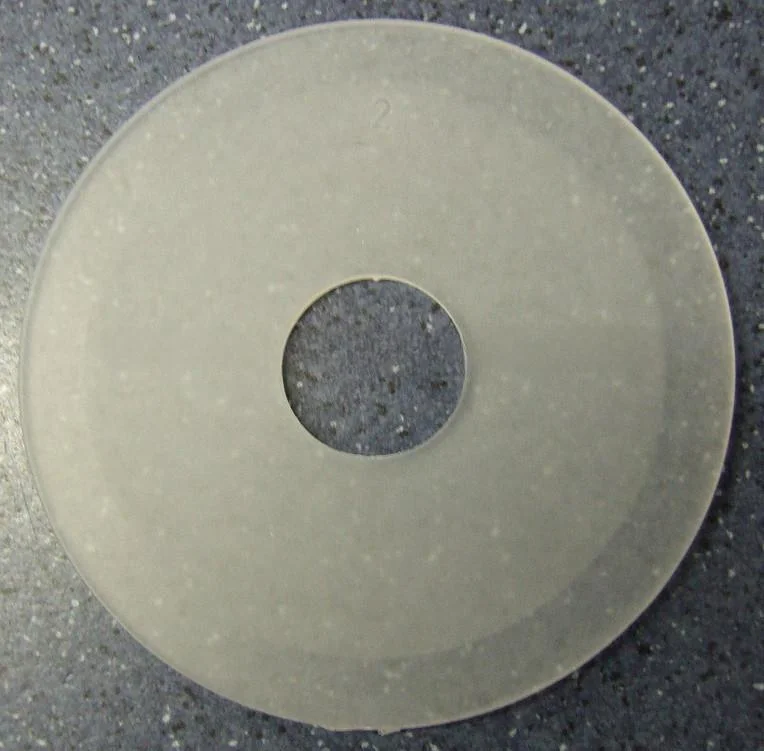
Our Industrial Teflon Envelope Gaskets represent advanced sealing technology designed for demanding industrial applications. Featuring a unique construction with a Teflon envelope ...
Our Industrial Teflon Envelope Gaskets represent advanced sealing technology designed for demanding industrial applications. Featuring a unique construction with a Teflon envelope surrounding a compressed asbestos sheet core, these gaskets provide exceptional chemical resistance and mechanical strength. This design ensures zero leakage even under extreme pressure and temperature conditions, making them ideal for critical sealing requirements where reliability is paramount. We adhere to strict quality standards during manufacturing, ensuring each gasket delivers consistent performance and longevity while meeting specific industrial standards and operational requirements for various processing environments. These gaskets serve critical roles across multiple industries including chemical processing, pharmaceutical manufacturing, food and beverage processing, oil and gas, and power generation. In chemical plants, they effectively seal reactors and piping systems handling corrosive substances and aggressive chemicals. Pharmaceutical manufacturers rely on them for sterile processing equipment and clean room applications, while food processing plants benefit from their non-stick properties and compliance with industry standards. Oil and gas applications utilize these gaskets for pipeline flanges, valves, and refinery equipment, and power generation facilities depend on them for turbine sealing and high-temperature equipment under extreme operating conditions. The business value of these Teflon Envelope Gaskets lies in their reliability, reduced maintenance costs, and extended service life. They provide consistent performance delivery, minimizing downtime and production losses in critical operations. Their superior compression recovery and stress resistance properties ensure long-term sealing integrity, reducing replacement frequency and total cost of ownership while maintaining safety standards. The custom-fit solutions available make them suitable for specific application requirements, while their exceptional resistance to corrosive chemicals and solvents ensures safety and compliance in regulated industries with strict operational guidelines and environmental regulations. Key Features: - Superior chemical resistance against aggressive media and corrosive substances - Excellent compression recovery and stress resistance properties - Custom sizes available for specific OEM requirements and equipment - High-temperature performance suitable for extreme operating conditions - Robust construction with Teflon envelope and compressed asbestos core Benefits: - Reduced maintenance costs and extended service life - Minimized downtime and production losses in critical operations - Long-term sealing integrity through numerous thermal cycles - Custom-fit solutions for specific application requirements - Enhanced safety and compliance in regulated industries
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Type | Gasket |
| Gasket Type | Teflon Envelope |
| Supply Type | OEM |
| Function | Seal |
| Price | Negotiable |
| Condition | New |
| Delivery | On Time Delivery |
| Size | Customized |
| Materials | Compressed Asbestos Sheet, Rubber, Ceramics, |
| Usage | Chemical Plants, Glass / Glass Lines Equipment |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Teflon Envelope Gaskets deliver exceptional performance in systems handling aggressive chemicals, extreme temperatures, and high pressures. Their robust construction ensures leak-proof sealing in critical industrial applications where reliability and durability are essential for continuous operations and safety compliance across various processing environments and demanding conditions. These gaskets feature a unique combination of Teflon envelope and compressed asbestos core that offers superior compression recovery and stress resistance. This maintains sealing integrity through numerous thermal cycles and operational demands in harsh industrial environments, making them ideal for OEM applications requiring custom-fit solutions and long-term performance reliability under extreme conditions. - Chemical processing equipment and piping systems - Pharmaceutical manufacturing reactors and vessels - Food and beverage processing equipment - Oil and gas pipeline flanges and valves - Power generation plant equipment and turbines
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Sri Datta Rubber Factory, Andhra Pradesh
 Andhra Pradesh, India
Andhra Pradesh, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Teflon Envelope Gaskets For Chemical Plants OEM Seal
Industrial Teflon Envelope Gaskets provide superior chemical resistance and reliable high-pressure sealing for chemical plants, glass-lined equipment, and OEM applications with custom sizes available.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Sri Datta Rubber Factory Andhra Pradesh, India
Andhra Pradesh, India
Industrial Equipment & MachineryManufacturer