undefined
Apparel & Fashion
Loading subcategories...
View More
Description
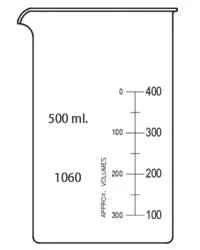
Our Laboratory Industrial Tall Form Beakers represent professional-grade glassware engineered for precision and reliability in demanding environments. These beakers feature an exte...
Our Laboratory Industrial Tall Form Beakers represent professional-grade glassware engineered for precision and reliability in demanding environments. These beakers feature an extended height profile that provides superior liquid containment, reducing splash hazards and evaporation during heating processes. Manufactured from high-quality borosilicate glass, they offer exceptional resistance to thermal shock, chemical corrosion, and mechanical stress. The precision graduation markings ensure accurate volume measurements, while the reinforced rim provides added durability and safe pouring capabilities. These beakers meet international standards for laboratory glassware, making them suitable for the most demanding scientific and industrial applications where accuracy and safety are non-negotiable requirements. These tall form beakers serve critical functions across numerous industries including pharmaceutical manufacturing, chemical processing, educational institutions, and quality control laboratories. In pharmaceutical applications, they are used for precise formulation mixing and compound preparation. Chemical plants utilize them for process development and small-scale production batches. Educational facilities rely on them for classroom demonstrations and student experiments due to their safety-enhanced design. Research institutions employ these beakers for experimental procedures requiring accurate measurements and thermal processing. The versatility of these vessels makes them indispensable equipment in any setting where precise liquid handling, heating, and mixing operations are conducted regularly. The business value of these tall form beakers lies in their exceptional reliability and long-term cost-effectiveness. Their superior construction ensures extended service life, reducing replacement costs and operational downtime. The thermal and chemical resistance properties minimize breakage and contamination risks, protecting valuable samples and manufacturing processes. The consistent quality and performance contribute to reproducible results in research and production, supporting quality assurance protocols and compliance with industry standards. This reliability translates into reduced operational costs and enhanced productivity for businesses that depend on precise laboratory equipment for their daily operations and long-term success. Key Features: - Manufactured from high-quality borosilicate glass for exceptional durability - Extended height design provides enhanced containment and reduces spillage - Precision graduation markings for accurate volume measurements - Excellent thermal shock resistance suitable for heating applications - Reinforced rim for added strength and safe pouring capabilities Benefits: - Extended service life reduces replacement costs and operational downtime - Enhanced safety through superior containment of volatile liquids - Accurate measurements support precise experimental and production outcomes - Thermal resistance protects against breakage during heating processes - Durable construction minimizes contamination risks in sensitive applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
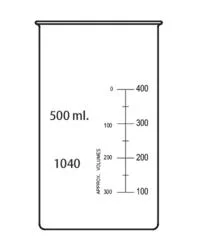
Our tall form beakers deliver superior performance in demanding laboratory and industrial settings. The extended height design enhances safety when handling volatile liquids and minimizes spillage during mixing and heating tasks. These beakers offer excellent thermal stability for various temperature applications across multiple sectors, ensuring reliable operation in critical processes where precision and containment are essential for successful outcomes and operational safety. The beakers are constructed from high-quality borosilicate glass that withstands thermal shock and chemical corrosion. With clear, precise measurement markings and uniform wall thickness, they guarantee accurate volume readings and consistent heating performance. These vessels serve as fundamental equipment for professional laboratories, chemical processing facilities, and educational institutions that require dependable glassware solutions for daily operations and specialized procedures. - Chemical processing plants for precise liquid measurements and mixing operations - Pharmaceutical manufacturing facilities requiring controlled heating and mixing processes - Educational institutions conducting science experiments and classroom demonstrations - Quality control laboratories for sample preparation and testing procedures - Industrial research centers developing new compounds and formulations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Askib Engineers Private Limited, West Bengal
 West Bengal, India
West Bengal, India
Trading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Laboratory Industrial Tall Form Beakers Borosilicate Glass Precise Markings
Laboratory Industrial Tall Form Beakers made from durable borosilicate glass feature precise measurement markings for accurate chemical processing, research labs, and educational use with reliable thermal resistance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Askib Engineers Private Limited West Bengal, India
West Bengal, India
Trading Company