undefined

Similar Products








Description
The Industrial Sugar Syrup Making Machine is a precision-engineered system designed for reliable, high-volume production of liquid sweeteners. Constructed entirely from food-grade ...
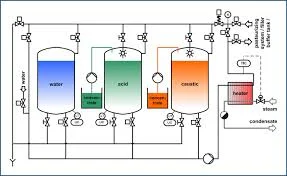
The Industrial Sugar Syrup Making Machine is a precision-engineered system designed for reliable, high-volume production of liquid sweeteners. Constructed entirely from food-grade stainless steel, it guarantees durability, corrosion resistance, and compliance with stringent global hygiene standards. The machine integrates advanced heating, mixing, and cooling mechanisms to deliver consistent syrup quality batch after batch, effectively handling various sugar types like sucrose and glucose. Its precise temperature control is crucial for preventing crystallization and achieving the exact viscosity required for different applications, making it an indispensable asset for businesses that prioritize efficiency and product uniformity in their syrup production processes. This machine serves as a core production tool across multiple key industries. Confectionery manufacturers utilize it to produce syrups for candies, chocolates, and coatings. Beverage companies rely on it for creating the foundational syrups used in sodas, juices, and functional drinks. In industrial baking, it is essential for preparing glazes, fillings, and liquid sweeteners. The pharmaceutical sector employs it for manufacturing medicinal syrups and base solutions, where precision and purity are paramount. Its adaptability also makes it suitable for dairy processing, ice cream production, and other food sectors requiring custom, high-quality syrup outputs. Investing in this sugar syrup machine delivers substantial business value by enhancing production throughput, reducing manual labor, and ensuring unwavering product consistency. Its robust build and reliable operation minimize unplanned downtime and maintenance costs, leading to a strong return on investment. The machine's design emphasizes operational simplicity and easy cleaning, supporting continuous runs and stringent sanitation protocols. By enabling scalable production while adhering to international safety standards, it helps businesses meet regulatory demands, build customer trust, and secure a competitive advantage in the marketplace through dependable, high-quality output. Key Features: - Built with high-grade, food-safe stainless steel for superior hygiene and long-term durability. - Advanced precision temperature control system to ensure consistent viscosity and prevent sugar crystallization. - Automated mixing and integrated heating mechanisms for uniform syrup production and energy efficiency. - Robust engineering designed for continuous, high-capacity operation with minimal maintenance needs. - Streamlined, easy-to-clean design that supports fast turnaround between batches and compliance with sanitation standards. Benefits: - Ensures consistent, high-quality syrup output that meets strict industry specifications and recipe requirements. - Increases production efficiency and capacity, enabling businesses to scale operations and meet larger order volumes. - Reduces operational costs through automated processes, lower energy consumption, and minimal downtime. - Provides a reliable and hygienic production solution that builds trust with end-users and simplifies regulatory compliance. - Offers a durable and low-maintenance design that ensures long-term service life and protects your capital investment.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This high-efficiency sugar syrup making machine is built for demanding production lines where consistent quality and strict hygiene are non-negotiable. Its robust stainless steel construction and precise process control make it ideal for creating a wide range of syrups, from simple sweeteners to complex invert sugars, ensuring every batch meets exact specifications for viscosity and clarity. The machine's design prioritizes operational continuity and easy sanitation, supporting high-volume output with minimal downtime, which is critical for meeting tight production schedules in food and pharmaceutical processing. Industries such as large-scale confectionery producers, beverage manufacturers, industrial bakeries, and pharmaceutical companies depend on this equipment for its reliability and versatility. It expertly handles various sugar types and concentrations, adapting seamlessly to different recipes for candies, soft drinks, glazes, or medicinal bases. Engineered to comply with international food safety standards, it provides the assurance needed for products destined for global markets, making it a foundational asset for businesses focused on scalable, compliant production. - Manufacturing base simple syrup for carbonated soft drinks, energy drinks, and ready-to-drink beverages. - Producing invert sugar syrup for confectionery items such as fondants, chewy candies, and high-quality icings. - Preparing precise medicinal syrups and liquid excipients for the pharmaceutical and nutraceutical industries. - Creating consistent bakery syrups for glazes, fillings, and liquid sweeteners used in large-scale bread and pastry production. - Producing specialty and flavored syrups for the dairy industry, ice cream toppings, and dessert applications.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Anmol Pharma Equipments, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Sugar Syrup Making Machine High Efficiency Stainless Steel
Industrial Sugar Syrup Making Machine by Pepagora offers high-efficiency stainless steel construction for hygienic, reliable syrup production in confectionery, beverage, and pharmaceutical manufacturing.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Anmol Pharma Equipments Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer