₹
Apparel & Fashion
Loading subcategories...
View More

Description
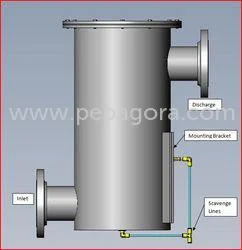
Our premium industrial suction filters are engineered for hydraulic, lubrication, and process systems where reliability and contamination control are critical. Designed for demandi...
Our premium industrial suction filters are engineered for hydraulic, lubrication, and process systems where reliability and contamination control are critical. Designed for demanding industrial environments, these filters deliver exceptional performance with robust construction that withstands high pressures and aggressive fluids while maintaining consistent filtration efficiency. The advanced design prioritizes high flow rates with minimal pressure drop, ensuring optimal system performance without compromising pump protection. These filters are built for trusted performance in the most challenging applications, providing consistent quality and reliability that industrial operations depend on for continuous productivity. These suction filters serve vital functions across multiple industrial sectors including manufacturing, energy production, construction equipment, and chemical processing facilities. In hydraulic systems, they protect pumps from particulate contamination that causes costly failures and downtime. Lubrication systems benefit from extended oil life and reduced component wear through effective filtration. Process industries rely on them for maintaining fluid purity in chemical transfer and production lines, while water treatment facilities use suction filters for pump protection and intake screening. The versatility makes them suitable for both mobile equipment and fixed installations across various industrial settings. Businesses choose our suction filters for their proven reliability and significant operational advantages. The robust design reduces maintenance frequency and lowers total cost of ownership through extended component life and reduced downtime. The filters contribute to improved system efficiency by maintaining optimal fluid cleanliness, which directly impacts energy consumption and productivity. Trusted by industrial operators and maintenance teams, these products deliver consistent performance that protects valuable equipment investments. The reliable construction ensures long service life even in the most demanding conditions, providing peace of mind and operational continuity. Key Features: - High dirt holding capacity for extended service intervals - Low-pressure drop design maintains system efficiency - Durable housing construction resistant to corrosion - Easy maintenance access with simple element replacement - Compatibility with hydraulic oils, lubricants, and process chemicals Benefits: - Extended equipment lifespan through effective contamination control - Reduced maintenance costs and operational downtime - Improved system efficiency and energy savings - Reliable performance in demanding industrial conditions - Comprehensive protection for pumps and sensitive components
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial suction filters are essential components designed to protect pumps and sensitive machinery from harmful contaminants in fluid systems. They ensure smooth operation, prevent premature wear, and extend equipment lifespan across demanding applications while maintaining high flow rates with minimal pressure drop for optimal performance. These filters serve critical roles across hydraulic systems, lubrication circuits, fuel supply lines, and chemical processing plants. Industries rely on them for maintaining system integrity and reducing downtime while ensuring equipment protection and operational efficiency in various fluid handling applications. - Hydraulic systems in manufacturing machinery and mobile equipment - Lubrication circuits in industrial compressors and gearboxes - Fuel filtration for generators, boilers, and engine systems - Chemical processing lines for pump protection and purity maintenance - Water treatment plants for intake screening and pump safety
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Guru Technology Services, Gujarat
 Gujarat, India
Gujarat, India
Electronics & Electrical•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Suction Filters For Hydraulic Lubrication Process Systems
Industrial suction filters for hydraulic lubrication process systems deliver high flow rates and contamination control. These reliable filters protect machinery in demanding industrial applications with trusted performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Guru Technology Services Gujarat, India
Gujarat, India
Electronics & ElectricalManufacturer