undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Industrial stainless steel storage tanks represent advanced fluid containment solutions designed for demanding operational environments. Manufactured from premium stainless steel, ...
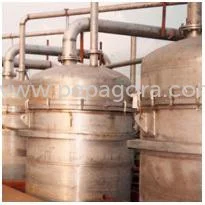
Industrial stainless steel storage tanks represent advanced fluid containment solutions designed for demanding operational environments. Manufactured from premium stainless steel, these tanks offer exceptional corrosion resistance and structural integrity for long-term reliability. With capacities extending to 50,000 liters, each unit undergoes rigorous quality control and advanced welding techniques to ensure leak-proof performance. The non-reactive surface maintains fluid purity without contamination risks, making them suitable for sensitive applications where product integrity is paramount. These storage solutions are engineered to withstand challenging industrial conditions while providing consistent, trouble-free service. These storage tanks serve critical functions across multiple industrial sectors requiring secure and hygienic fluid storage. Chemical processing facilities utilize them for containing aggressive substances without corrosion concerns. Food manufacturing operations depend on them for ingredient storage where purity standards must be maintained. Pharmaceutical companies rely on these tanks for intermediate and final product storage under strict regulatory requirements. Water treatment plants employ them for both clean water storage and chemical handling applications. The agricultural sector uses them for liquid fertilizers and animal feed storage, while manufacturing facilities integrate them into production processes for raw material containment. The business value of these storage tanks extends beyond basic containment to operational efficiency and risk management. Their stainless steel construction ensures decades of reliable performance with minimal maintenance needs, resulting in lower total cost of ownership. The leak-proof and corrosion-resistant design prevents product loss and environmental contamination, reducing potential liabilities. These tanks maintain product quality throughout storage periods, ensuring materials remain uncontaminated and ready for processing or distribution. This reliability translates to reduced downtime and operational disruptions, making them a strategic investment for businesses optimizing their infrastructure. The durable construction and consistent performance provide long-term value through extended service life and minimal maintenance requirements. Key Features: - High-grade stainless steel construction for superior corrosion resistance - Leak-proof design verified through advanced welding and quality testing - Non-reactive surface maintains fluid purity without contamination - Durable construction ensures long service life in industrial settings - Available in various capacities to meet different storage requirements Benefits: - Prevents product contamination and maintains fluid integrity - Reduces maintenance costs and extends equipment lifespan - Minimizes risk of leaks and environmental contamination - Ensures reliable performance in demanding industrial conditions - Provides long-term value through durable construction and consistent operation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These stainless steel storage tanks deliver secure containment for industrial fluids where reliability and purity are essential. The corrosion-resistant construction prevents contamination while maintaining product integrity during storage. Suitable for various liquids including chemicals, food ingredients, and pharmaceutical intermediates. Engineered for seamless integration into manufacturing and processing operations, these tanks support efficient material handling and production workflows. Their durable design withstands demanding industrial environments while ensuring consistent performance. Available in various configurations to meet specific operational requirements across different sectors. - Chemical manufacturing facilities for safe storage of acids, solvents, and reactive compounds - Food processing plants for ingredients, syrups, and edible oils requiring purity maintenance - Pharmaceutical production units for intermediate and finished product storage - Water treatment plants for clean water reservoirs and chemical dosing systems - Agricultural operations for liquid fertilizers, animal feed, and dairy product storage
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Yashwanth Industries, Karnataka
 Karnataka, India
Karnataka, India
Raw Materials & Chemicals•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Stainless Steel Storage Tanks Corrosion Resistant Leak Proof
Industrial stainless steel storage tanks provide corrosion-resistant, leak-proof fluid storage up to 50,000 liters. Ideal for chemicals, food, pharmaceuticals, and water treatment applications with reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Yashwanth Industries Karnataka, India
Karnataka, India
Raw Materials & ChemicalsManufacturer