₹
Apparel & Fashion
Loading subcategories...
View More
Description
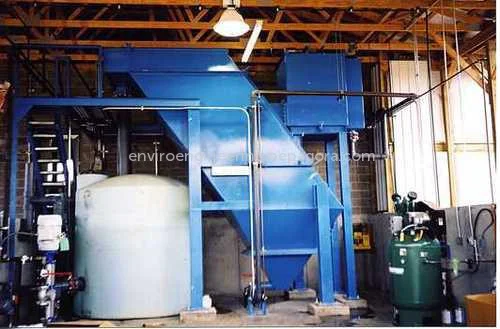
Our industrial OEM storage tanks represent advanced fluid containment solutions designed for businesses prioritizing operational reliability and space efficiency. These tanks are e...
Our industrial OEM storage tanks represent advanced fluid containment solutions designed for businesses prioritizing operational reliability and space efficiency. These tanks are engineered using premium materials and sophisticated manufacturing techniques to ensure exceptional performance across diverse industrial settings. The hydraulic uniformity feature maintains consistent pressure and flow characteristics, while the space-optimized design requires significantly less floor space than traditional clarifiers. This combination makes them an ideal solution for modern facilities seeking to maximize their operational area without sacrificing storage capacity. Each unit undergoes comprehensive quality verification to meet the highest industry standards, providing businesses with dependable storage solutions that deliver consistent performance over extended service periods. These versatile storage tanks serve numerous industrial sectors with equal effectiveness, including water treatment facilities, manufacturing plants, food processing operations, pharmaceutical companies, and agricultural enterprises. In water treatment applications, they support efficient clarification processes and safe chemical storage. Manufacturing facilities utilize them for various fluid containment requirements, while food and beverage operations benefit from their reliable storage capabilities. The pharmaceutical industry values them for precise liquid storage needs, and agricultural operations employ them for irrigation systems and fertilizer solutions. Their adaptability across different sectors demonstrates the robust design and flexibility to handle various operational environments and fluid types effectively. The business value of these storage tanks extends well beyond basic fluid containment functionality. They deliver significant operational advantages through reduced maintenance requirements, optimized space utilization, and enhanced reliability. Companies investing in these tanks experience decreased operational downtime, lower maintenance costs, and improved process efficiency. The exceptional durability ensures extended service life, providing excellent return on investment over time. The negotiable pricing structure makes them accessible to businesses of varying scales, while the standardized design guarantees straightforward integration and compatibility with existing systems. These tanks represent not just equipment acquisition but a strategic investment in operational excellence and future-ready fluid management infrastructure. Key Features: - OEM standard manufacturing for consistent quality and performance - Enhanced durability construction for long-term reliability - Space-efficient design requiring less floor area than traditional clarifiers - Hydraulic uniformity ensuring consistent flow and pressure management - Standardized specifications for easy integration and maintenance Benefits: - Reduced operational costs through minimal maintenance requirements - Optimized facility space utilization with compact design - Enhanced process reliability with consistent hydraulic performance - Long-term durability ensuring extended service life and ROI - Easy integration with existing systems and straightforward maintenance
Specifications
| Attribute | Value |
|---|---|
| Type | Storage Tanks |
| Supply Type | OEM |
| Quality | Best |
| Condition | New |
| Standard or Nonstandard | Standard |
| Price | Negotiable |
| Durable | More |
| Performance | Performance |
| Advantage | Ease of maintenance |
| Application | Industrial Applications |
| Result | Hydraulic Uniformity |
| Floor Space | Less than Traditional Clarifiers |
| Reduction in | Space Needed for Clarification Equipment |
| Additional Information | |
|---|---|
| SKU | 201 |
| Country of Origin | India |
| Customisable | No |
Application
These industrial storage tanks are engineered for demanding environments where reliable fluid containment is critical. Their standardized design ensures consistent performance across various sectors, while their reduced floor space requirements make them ideal for facilities with spatial constraints. The hydraulic uniformity feature guarantees stable operations even under fluctuating load conditions, providing peace of mind for plant managers and operations teams seeking dependable storage solutions that maximize available space without compromising performance or reliability in industrial settings. Manufactured to the highest quality standards, these tanks serve multiple industries with exceptional durability and minimal maintenance needs. The OEM supply type allows for seamless integration into existing systems, while the space-saving design outperforms traditional clarifiers. Businesses benefit from reduced equipment footprint without compromising on storage capacity or operational efficiency, making them a smart long-term investment for companies looking to optimize their industrial processes and facility layout while maintaining superior fluid management capabilities. - Water treatment plants for chemical storage and clarification processes - Manufacturing facilities for industrial fluid containment and processing - Food and beverage industry for ingredient storage and mixing operations - Pharmaceutical companies for hygienic liquid storage solutions - Agricultural operations for fertilizer and irrigation water storage
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Chennai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile

Enviro Engineering, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
South Asia
Southeast Asia
SKU: 201
Industrial OEM Storage Tanks: Durable, Space Saving, Low Maintenance
Industrial OEM storage tanks deliver durable, space-saving fluid storage with hydraulic uniformity for industrial applications. These low-maintenance tanks offer reliable performance and negotiable pricing for serious buyers.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Enviro Engineering Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer

