undefined

Similar Products






Description
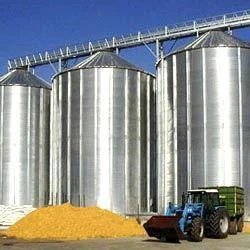
Premium storage silos represent advanced bulk storage engineering designed with optimal material flow characteristics and cohesive strength properties. These professionally enginee...
Premium storage silos represent advanced bulk storage engineering designed with optimal material flow characteristics and cohesive strength properties. These professionally engineered solutions ensure reliable performance for specific storage requirements across multiple sectors. Each silo is manufactured to maintain material integrity while providing secure, efficient storage that meets high standards of quality and durability for demanding operational environments where consistent performance is essential for business operations and material preservation. These storage silos serve critical functions across agriculture, food processing, and industrial material handling sectors. Agricultural operations rely on them for grain and seed preservation with minimal loss, while food processing facilities utilize them for ingredient containment with strict hygiene standards. Manufacturing plants depend on these silos for powder and granule storage, and distribution centers employ them for efficient bulk material logistics management, demonstrating their versatility across industries requiring dependable bulk storage solutions. The operational value of our storage silos extends beyond basic containment to strategic investment in efficiency and reliability. These silos significantly reduce material waste and spoilage through superior engineering design, while their robust construction ensures long-term performance with minimal maintenance requirements. They provide exceptional return on investment through enhanced inventory management capabilities, improved workflow efficiency, and reliable material preservation that supports consistent production output and operational continuity in demanding industrial environments. Key Features: - Engineered for specific material flow characteristics and cohesive strength - Advanced ventilation systems for optimal moisture control - Robust construction using quality materials for long-term durability - Precision-designed discharge systems for efficient material handling - Quality manufacturing with strict compliance to industry standards Benefits: - Reduced material waste and spoilage through superior design - Long-lasting durability with minimal maintenance requirements - Enhanced inventory management and operational workflow efficiency - Reliable material preservation supporting consistent production - Exceptional return on investment through operational optimization
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our premium storage silos provide exceptional bulk material handling for agriculture and food processing operations. They ensure safe, efficient storage for grains, seeds, flour, and various dry materials while maintaining product quality through advanced ventilation and moisture control systems that prevent spoilage and contamination during extended storage periods. These robust silos serve industrial sectors with equal reliability for storing powders, granules, and pellets. Their engineered design supports diverse operational environments and material types, making them suitable for manufacturing plants, processing facilities, and distribution centers that require dependable bulk storage solutions with consistent performance and minimal maintenance requirements. - Grain storage systems for agricultural farms and cooperatives - Flour and ingredient containment in food processing plants - Seed preservation solutions for agricultural suppliers - Industrial powder handling in manufacturing facilities - Bulk material logistics for distribution centers
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Vishal Machinery Industries, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Storage Silos For Agriculture Food Processing Bulk Material
Premium storage silos deliver optimal material flow and cohesive strength for reliable bulk storage in agriculture, food processing, and industrial material handling applications with superior durability.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vishal Machinery Industries Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer