undefined

Similar Products






Description
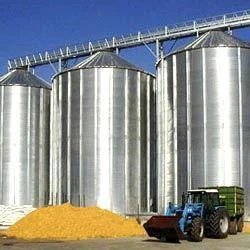
Bulk storage silos for blending and moisture control represent advanced material handling solutions engineered for precision and reliability. These systems incorporate chain-driven...
Bulk storage silos for blending and moisture control represent advanced material handling solutions engineered for precision and reliability. These systems incorporate chain-driven mechanisms powered by geared motors to ensure consistent operation and uniform material processing. Designed specifically for bulk storage applications, they maintain optimal moisture levels throughout the storage period while facilitating thorough blending of materials. The robust construction withstands industrial demands while preserving product quality during both storage and discharge phases. These silos serve as critical infrastructure components for operations requiring maintained material characteristics and batch consistency. Their engineering focuses on preventing product degradation while ensuring smooth material flow through advanced discharge systems that minimize segregation and maintain homogeneity. Multiple industries benefit from these specialized storage solutions that address specific material handling challenges. Food processing facilities utilize them for grain storage, conditioning, and ingredient blending where moisture control directly impacts product quality and shelf life. Agricultural operations employ these silos for fertilizer storage and treatment processes that require consistent mixing and moisture management. Industrial sectors including chemical manufacturing rely on them for raw material storage and compounding operations where precise blending is essential. Construction material producers use them for cement and aggregate handling with controlled environmental conditions. Pharmaceutical manufacturers implement these systems for ingredient storage where consistency and contamination prevention are paramount. Each application leverages the silo's ability to maintain material integrity while supporting efficient production workflows. The business value of these storage silos centers on operational reliability and quality consistency that translate to tangible financial benefits. The chain-driven mechanism with geared motor ensures dependable performance with minimal maintenance requirements, reducing operational downtime and repair costs. Uniform discharge systems minimize product loss and degradation, directly improving yield and reducing waste. The robust construction delivers long service life with consistent performance, providing strong return on investment through years of reliable operation. These systems support production scalability while maintaining quality standards across increasing volumes. Businesses investing in these silos gain competitive advantage through improved product consistency, reduced operational costs, and enhanced processing capabilities that support growth and customer satisfaction. Key Features: - Chain-driven mechanism with geared motor for consistent operation - Precision moisture control system for material preservation - Uniform discharge technology to prevent product degradation - Robust industrial construction for long-term durability - Multiple configuration options for different capacity needs Benefits: - Consistent product quality through uniform blending and moisture control - Reduced operational costs with reliable chain-driven mechanism - Minimal product loss and waste during storage and discharge - Long-term durability with low maintenance requirements - Enhanced processing efficiency with reliable material handling
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These bulk storage silos deliver precise blending and consistent moisture control for materials requiring uniform quality. The chain-driven system with geared motor ensures reliable operation across extended production cycles. Industries handling grains, powders, and bulk solids benefit from the consistent discharge and mixing capabilities that maintain product integrity throughout storage and processing stages. The robust construction withstands demanding operational environments while preserving material characteristics during handling and transfer processes. These silos support continuous operations where product consistency directly impacts final quality and customer satisfaction. Their design prevents segregation and moisture variation, making them essential for processes where material uniformity is critical to operational success and end-product performance. Versatile applications span multiple sectors requiring bulk material management solutions. Food processing facilities utilize these silos for grain conditioning and ingredient blending. Agricultural operations employ them for fertilizer storage and treatment processes. Industrial manufacturers rely on them for chemical compounding and raw material preparation. The system's adaptability makes it suitable for various capacity requirements and material types, from fine powders to granular substances. Each application benefits from the precise moisture control and thorough blending capabilities that ensure batch-to-batch consistency and reduce product variation. - Grain conditioning and blending in food processing facilities for consistent moisture levels - Fertilizer storage and mixing operations in agricultural production systems - Chemical raw material compounding in industrial manufacturing plants - Cement and construction material handling with precise moisture control - Pharmaceutical ingredient storage and preparation under controlled conditions
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Meghal Road Equipments, Gujarat
 Gujarat, India
Gujarat, India
Automotive & Transport•ManufacturerTrading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Bulk Storage Silos For Blending And Moisture Control With Chain Drive
Bulk storage silos for blending and moisture control with chain drive mechanism ensure uniform product quality. Ideal for food processing, agriculture, and industrial material handling with reliable geared motor operation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Meghal Road Equipments Gujarat, India
Gujarat, India
Automotive & TransportManufacturer