₹
Apparel & Fashion
Loading subcategories...
View More

Description
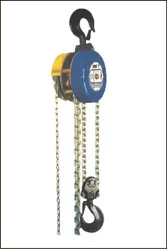
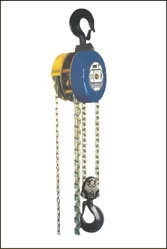
The Industrial Lifting Chain Pulley Block represents premium material handling equipment engineered for demanding industrial applications. Each unit undergoes rigorous ISI testing ...
The Industrial Lifting Chain Pulley Block represents premium material handling equipment engineered for demanding industrial applications. Each unit undergoes rigorous ISI testing to ensure compliance with quality standards, featuring double ball bearings for exceptionally smooth operation and corrosion-resistant construction for long-lasting performance. This robust hoist delivers reliable lifting capabilities where safety and precision are non-negotiable requirements. The advanced bearing system reduces friction while maintaining consistent performance, making it an ideal solution for businesses seeking dependable material handling equipment that stands up to continuous use in challenging environments. This chain pulley block serves essential functions across multiple industrial sectors, including construction sites where it handles building materials like steel beams and concrete blocks. Manufacturing facilities utilize these hoists for assembly line operations and machinery positioning, while warehouses depend on them for efficient inventory management and storage systems. The shipping and logistics sector employs these units for cargo handling at ports, and automotive workshops rely on them for engine and transmission positioning. Its versatility extends to maintenance facilities, mining operations, and industrial plants where precise load handling is critical for operational efficiency and workplace safety. The business value of this chain pulley block lies in its exceptional reliability and reduced maintenance requirements, delivering significant long-term cost savings through durable performance. The corrosion-resistant design ensures longevity even in harsh industrial environments, while the smooth operation enhances workplace safety and productivity. ISI certification provides quality assurance and compliance with industry standards, giving businesses confidence in their equipment investment. The robust construction minimizes downtime and replacement costs, making it a smart choice for companies seeking efficient, long-lasting material handling solutions that contribute to operational excellence and bottom-line results. Key Features: - ISI tested and certified for quality compliance and reliability - Double ball bearing system for smooth and consistent operation - Corrosion-resistant construction for durability in harsh conditions - Robust design built for heavy-duty industrial applications - Precision engineering for safe and efficient load handling Benefits: - Enhanced workplace safety through reliable performance - Reduced maintenance costs with durable construction - Improved operational efficiency with smooth lifting capability - Long service life even in demanding environments - Compliance with industry quality standards and certifications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our ISI-tested chain pulley block delivers reliable vertical lifting capabilities for heavy loads across industrial environments. The double ball bearing system ensures smooth operation while corrosion-resistant construction maintains performance in demanding conditions. This equipment provides safe and efficient material handling where precision and reliability are essential for operational success. These robust hoists serve critical functions in construction for lifting building materials, manufacturing plants for assembly line operations, and warehouses for inventory management. They also support shipping docks for cargo handling and automotive facilities for component positioning. The consistent performance makes them suitable for any environment requiring dependable lifting solutions with minimal maintenance requirements. - Lifting steel beams and construction materials at building sites - Positioning heavy machinery components in manufacturing facilities - Moving inventory in warehouse storage and retrieval systems - Loading cargo containers at shipping ports and logistics centers - Handling engines and transmissions in automotive repair shops
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
A One Enterprise, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerTrading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Lifting Chain Pulley Block ISI Tested Double Ball Bearings
Industrial Lifting Chain Pulley Block ISI tested with double ball bearings for smooth material handling in warehouses, construction, and manufacturing sectors. Reliable corrosion-resistant performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
A One Enterprise Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer