undefined
Similar Products







Description
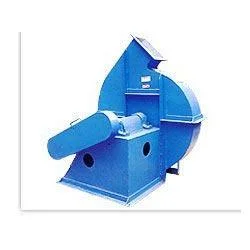
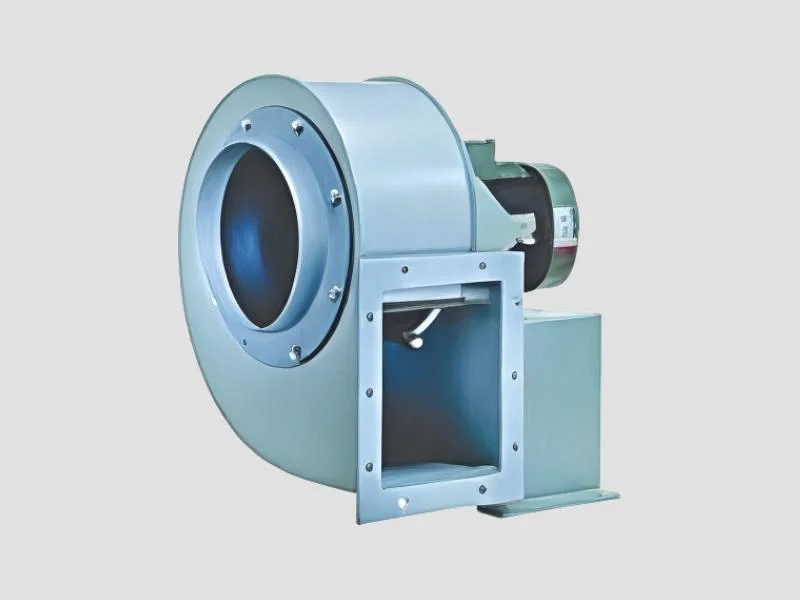
Our industrial centrifugal fans represent the pinnacle of ventilation technology, engineered specifically for demanding HVAC systems and industrial applications. These precision-bu...
Our industrial centrifugal fans represent the pinnacle of ventilation technology, engineered specifically for demanding HVAC systems and industrial applications. These precision-built units utilize advanced centrifugal force mechanisms to move air efficiently against high static pressures, ensuring consistent airflow in the most challenging environments. Constructed with premium materials and meticulous craftsmanship, each fan delivers reliable performance while operating at significantly reduced noise levels. The optimized impeller design maximizes air movement efficiency while minimizing energy consumption, making these units both economically and environmentally responsible choices for serious industrial applications. Every component undergoes rigorous testing and quality verification to guarantee long-term reliability and consistent operation under continuous use conditions. These centrifugal fans serve critical functions across multiple industrial sectors where air quality, temperature control, and ventilation are paramount. Manufacturing facilities rely on them for maintaining safe working environments through effective fume extraction and contaminant removal systems. Commercial building operators implement these fans in sophisticated HVAC systems that require precise temperature regulation and air circulation throughout large spaces. The pharmaceutical industry depends on them for maintaining sterile environments in clean rooms and controlled manufacturing areas. Food processing plants utilize these units for critical drying, cooling, and ventilation processes that require consistent air movement. Water treatment facilities and industrial plants deploy these fans for aeration systems and odor control applications where reliable performance is non-negotiable. Businesses worldwide select our centrifugal fans for their proven track record of reliability and exceptional long-term value. These units are engineered for continuous operation with minimal maintenance requirements, significantly reducing operational downtime and associated repair costs. The energy-efficient design translates into substantial electricity savings over the product's extended service life, providing measurable financial benefits while supporting sustainability initiatives. Our comprehensive quality control protocols ensure every fan meets stringent performance standards before delivery, guaranteeing consistent operation across all units. The robust construction and premium components ensure extended service life even in the most demanding industrial environments, delivering outstanding return on investment through reduced replacement frequency and maintenance expenses. Key Features: - Heavy-duty construction using premium materials for extended operational lifespan - High-efficiency motor design that significantly reduces power consumption - Advanced noise reduction technology for quiet operation in sensitive environments - Precision-engineered impeller design for optimal airflow and pressure performance - Comprehensive quality testing protocols ensuring reliability and consistent performance Benefits: - Reduced operational costs through energy-efficient design and low maintenance requirements - Enhanced workplace safety through reliable fume extraction and air quality management - Long-term reliability minimizing system downtime and replacement expenses - Quiet operation maintaining comfortable environments for occupants and workers - Consistent performance ensuring stable temperature control and ventilation systems
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial centrifugal fans provide powerful air movement solutions for demanding ventilation and HVAC systems across commercial and industrial facilities. Their robust construction handles varying air volumes and pressures while maintaining consistent performance in challenging environments. These units effectively manage temperature control, fume extraction, and air circulation requirements with exceptional reliability and operational stability. These ventilation fans serve critical roles in manufacturing plants, commercial buildings, and specialized facilities where air quality and temperature control are essential. Their energy-efficient design reduces operational costs while delivering reliable performance for continuous operation. The units maintain optimal airflow for processes requiring precise environmental conditions, supporting both worker safety and equipment protection across diverse industrial settings. - Commercial building HVAC systems for temperature regulation and air circulation - Industrial manufacturing facilities for fume extraction and contaminant removal - Food processing plants for drying operations and cooling processes - Parking structures and underground tunnels for ventilation and air quality maintenance - Data centers and server rooms for equipment cooling and temperature management
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
E. S. S. Deep Industries, New Delhi
 New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Centrifugal Fans For HVAC Ventilation Systems
Industrial centrifugal fans for HVAC ventilation systems deliver high-efficiency airflow with low noise operation. Engineered for reliability in demanding environments, these durable fans ensure optimal air movement for industrial and commercial applications worldwide.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
E. S. S. Deep Industries New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer





