undefined
Apparel & Fashion
Loading subcategories...
View More
Description
The SP-OPB Modular Plastic Conveyor Belt represents advanced industrial conveying technology, engineered to meet rigorous demands of modern manufacturing and processing facilities....
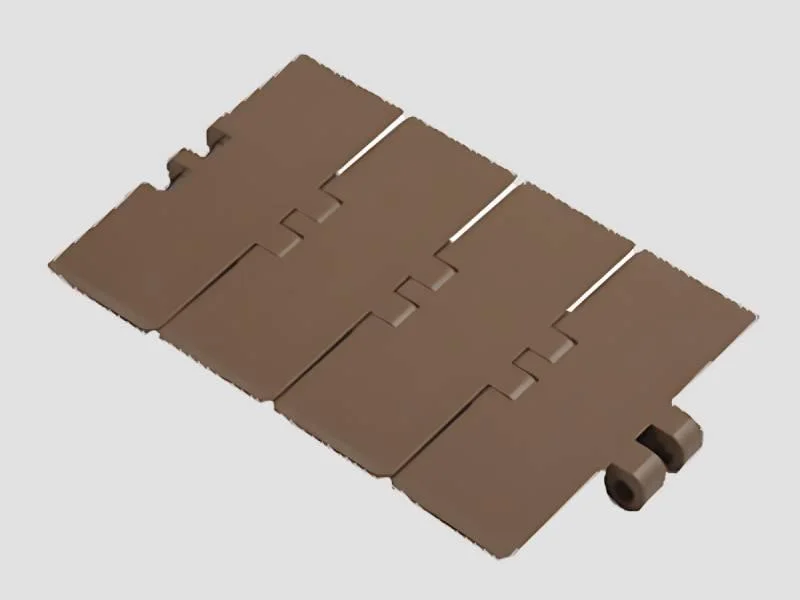
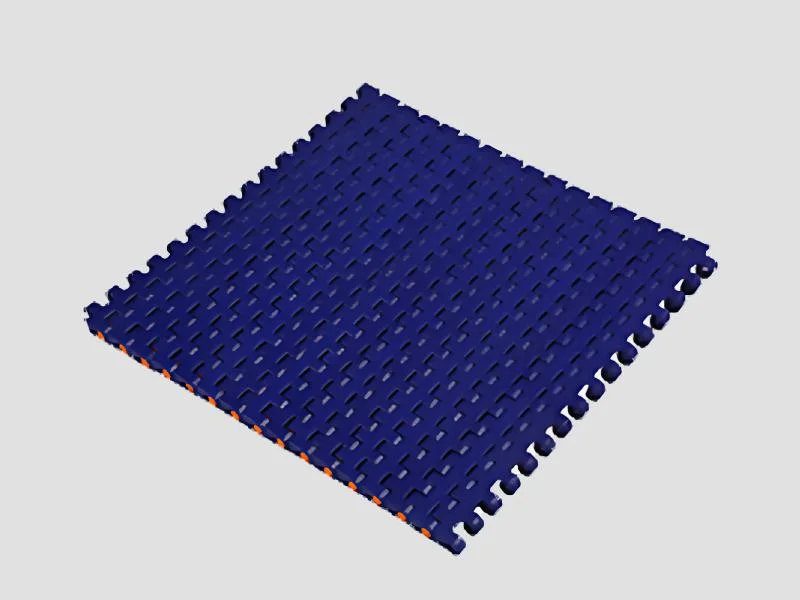
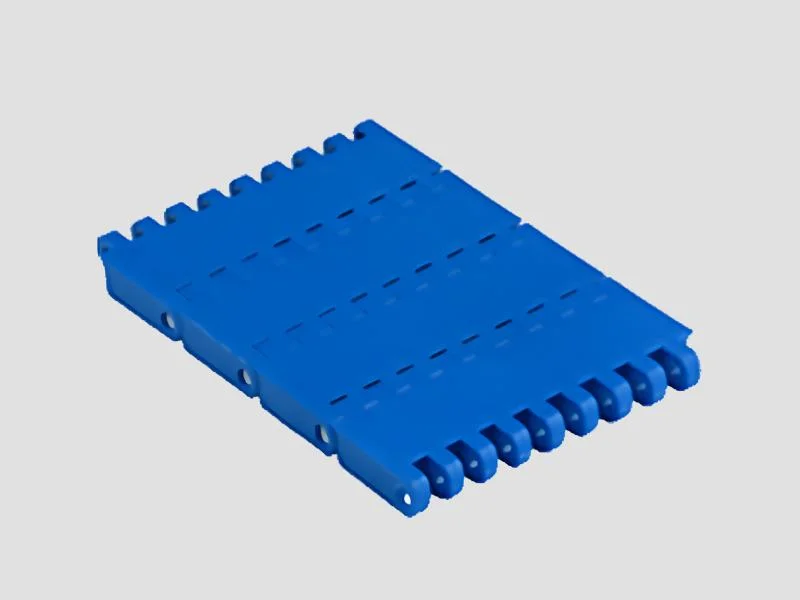
The SP-OPB Modular Plastic Conveyor Belt represents advanced industrial conveying technology, engineered to meet rigorous demands of modern manufacturing and processing facilities. Available in three specialized configurations - Flat Top for smooth product transfer, Open Area for optimal drainage and airflow, and Raised Rib for secure incline conveying - this system provides tailored solutions for diverse operational requirements. Manufactured from FDA-approved plastic materials, it combines exceptional hygiene standards with remarkable durability, offering high impact and wear resistance that withstands continuous industrial use. The lightweight construction simplifies installation and reduces energy consumption, while the easy assembly and maintenance features ensure minimal operational downtime and straightforward cleaning protocols. Across multiple industries, the SP-OPB conveyor system demonstrates exceptional versatility and reliability. In food processing, it safely handles everything from fresh produce to packaged goods, maintaining strict hygiene standards throughout production lines. Manufacturing facilities benefit from its robust performance in carton conveying, accumulation tables, and palletizing operations. The system's wide temperature tolerance from -40°C to 115°C makes it indispensable for applications ranging from freezing tunnels to high-temperature processing, including pasteurizers, cooling lines, and blanching operations. This adaptability extends to agricultural processing for cashews, dry grapes, and corn, where consistent performance and easy cleaning are paramount for product quality and operational efficiency. The value of the SP-OPB conveyor system extends beyond immediate operational benefits to deliver substantial long-term advantages. Its durable construction and reliable performance translate to reduced maintenance costs and extended service life, providing exceptional return on investment. The hygienic design minimizes contamination risks and simplifies compliance with food safety regulations, while the multiple configurations ensure effective integration with various production layouts. Users can trust in consistent performance that minimizes downtime and maximizes productivity, supported by a design that anticipates the challenges of modern industrial environments and delivers solutions that keep operations running smoothly day after day. Key Features: - Three configurations: Flat Top, Open Area, and Raised Rib designs - FDA-approved plastic construction for food-grade applications - Wide operating temperature range from -40°C to 115°C - Lightweight yet durable with high impact and wear resistance - Easy assembly and straightforward maintenance procedures Benefits: - Enhanced hygiene and easy cleaning reduce contamination risks - Reduced energy consumption due to lightweight design - Minimal downtime with simple maintenance and quick assembly - Long service life with durable, wear-resistant construction - Versatile application across multiple industries and processes
Specifications
| Attribute | Value |
|---|---|
| Type | Modular Plastic Conveyor Belt |
| Config | Flat Top (FT), Open Area, Raised Rib (RR) |
| Material | FDA-approved plastic |
| Features | Lightweight, durable, hygienic |
| Temp Range | -40°C to 115°C |
| Assembly | Easy to clean & maintain |
| Use | Critical conveyor applications |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
The SP-OPB modular conveyor belt system delivers exceptional versatility across food processing and industrial packaging operations. Its three distinct configurations - Flat Top for stable transport, Open Area for drainage and airflow, and Raised Rib for incline movement - provide tailored solutions for diverse production environments. The FDA-approved plastic construction ensures compliance with strict hygiene standards while maintaining structural integrity under continuous operation. This conveyor system excels in demanding temperature conditions from freezing -40°C to high-heat 115°C applications. The lightweight yet durable design reduces energy consumption while providing long-lasting performance in challenging industrial settings. Easy assembly and low maintenance requirements make it ideal for facilities requiring minimal downtime and straightforward cleaning protocols between production runs. - Fruit and vegetable washing and processing lines with efficient water drainage - Cashew and dry grape processing operations requiring hygienic surfaces - Pasteurizers and cooling lines handling temperature-sensitive products - Corn processing and carton box conveying systems - Accumulation tables, elevators, and palletizers in packaging facilities
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Spectra Plast India, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
SP OPB Modular Plastic Conveyor Belt Flat Top Open Area Raised Rib
SP OPB modular plastic conveyor belts offer Flat Top, Open Area, and Raised Rib designs for food processing and packaging. FDA-approved, hygienic, and durable with easy cleaning. Reliable performance from -40°C to 115°C for critical industrial applications.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Spectra Plast India
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer