₹
Apparel & Fashion
Loading subcategories...
View More
Description
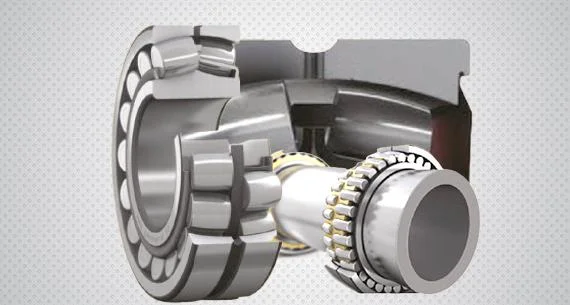
Heavy Duty Industrial Spherical Roller Bearings represent the pinnacle of bearing technology for extreme industrial applications. Engineered with two rows of spherical rollers and ...
Heavy Duty Industrial Spherical Roller Bearings represent the pinnacle of bearing technology for extreme industrial applications. Engineered with two rows of spherical rollers and a common spherical raceway in the outer ring, these bearings automatically compensate for shaft misalignment and angular errors up to several degrees. This self-aligning capability, combined with their optimized internal geometry, ensures smooth operation even under the most challenging conditions. Manufactured from premium-grade steel and subjected to rigorous quality control, each bearing undergoes precision machining and heat treatment to achieve the hardness and toughness required for extended service life in abrasive, high-load environments. The advanced sealing systems protect against contaminants while maintaining proper lubrication, making these bearings suitable for applications where maintenance access is limited and reliability is paramount. These bearings find extensive use across multiple heavy industries where equipment operates continuously under strenuous conditions. In mining operations, they are essential components in crushers, screens, conveyors, and excavators, handling massive loads while withstanding contamination from dust and debris. Cement plants rely on them for rotary kilns, ball mills, and crushers where high temperatures and abrasive materials are constant challenges. The steel industry utilizes these bearings in rolling mills, continuous casters, and processing lines where heavy shock loads and thermal expansion occur regularly. Additional applications include heavy construction machinery, power generation equipment, and industrial gearboxes where failure is not an option and downtime costs are significant. Their versatility across these sectors demonstrates their capability to perform reliably in diverse operating conditions. The business value of these heavy duty spherical roller bearings lies in their ability to reduce total operating costs through extended service intervals and minimized unplanned downtime. By selecting bearings specifically engineered for extreme conditions, operations can achieve higher equipment availability and productivity. The reliability built into these components translates to fewer maintenance interventions, reduced spare parts inventory, and lower labor costs associated with bearing replacement. Their robust construction withstands the punishing environments of heavy industry, providing consistent performance that protects other machinery components from premature wear. This reliability becomes particularly valuable in remote locations or continuous process industries where equipment shutdowns result in substantial production losses. The initial investment in quality bearings pays dividends through reduced lifecycle costs and improved operational efficiency. Key Features: - Self-aligning design compensates for shaft misalignment up to several degrees, ensuring smooth operation even with installation errors or shaft deflection. - Two rows of spherical rollers with optimized internal geometry distribute loads evenly across the bearing, maximizing load capacity and service life. - Premium-grade steel construction with precision heat treatment provides exceptional hardness and toughness for demanding industrial environments. - Advanced sealing systems with multiple sealing options protect against contaminants while maintaining proper lubrication in harsh conditions. - Robust cage designs in various materials including brass, steel, or polymer ensure proper roller guidance and reliable performance under heavy loads. Benefits: - Extended service life reduces replacement frequency and lowers total cost of ownership through fewer maintenance interventions. - High load capacity handles both heavy radial and axial loads simultaneously, suitable for the most demanding applications. - Reduced maintenance downtime through reliable performance in contaminated and high-temperature environments. - Improved equipment reliability protects other machinery components from premature wear and unexpected failures. - Versatile application across multiple heavy industries including mining, cement, steel, and power generation with proven performance records.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These robust spherical roller bearings are specifically designed for the most demanding industrial environments where heavy radial and axial loads are present. Their self-aligning capability makes them ideal for applications where shaft deflection and misalignment are common challenges, ensuring consistent performance and reducing maintenance downtime. From massive mining excavators to high-temperature cement kilns, these bearings provide reliable operation where equipment failure is not an option. Their construction allows them to absorb shock loads and vibrations while maintaining precise rotation, making them essential components in systems that operate continuously under strenuous conditions. Real-world applications: - Mining equipment including crushers, screens, conveyors, and excavators where heavy loads and contamination are constant factors. - Cement plant machinery such as rotary kilns, ball mills, and crushers that operate in high-temperature, dusty environments. - Steel manufacturing equipment including rolling mills, continuous casters, and processing lines with heavy shock loads. - Heavy construction machinery like cranes, bulldozers, and drilling rigs requiring reliable bearing performance in variable conditions. - Power generation equipment including wind turbines, gearboxes, and turbine generators where minimal maintenance is critical.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile
JSB India Inc, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Heavy Duty Industrial Spherical Roller Bearings For Mining Machinery
Heavy Duty Industrial Spherical Roller Bearings for Mining Machinery deliver unmatched reliability and high load capacity, engineered for extreme conditions in mining, cement, and heavy industrial applications with superior durability and performance.
Min. Order Quantity: 1 pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
JSB India Inc
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer



