undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our special purpose cranes represent engineered solutions for industrial lifting challenges where standard equipment cannot perform effectively. Designed with compact dimensions an...
Our special purpose cranes represent engineered solutions for industrial lifting challenges where standard equipment cannot perform effectively. Designed with compact dimensions and exceptional mobility, these cranes operate seamlessly in confined spaces while maintaining full heavy-duty lifting capabilities. Manufactured using advanced engineering principles, each crane delivers maximum functionality, safety, and reliability for demanding material handling applications. Available in multiple configurations with varying capacities, these units are built to integrate perfectly into existing workflows and challenging environments where space optimization is critical. These specialized cranes serve essential functions across numerous industries facing space constraints or unique material handling requirements. Manufacturing facilities utilize them for precise movement of heavy equipment components along congested production lines. Recycling and waste management plants depend on their robust construction for handling scrap materials and bulk loads. Timber processing operations employ them for log transportation and material handling in constrained factory layouts. Port and maritime operations deploy these cranes on piers for accurate cargo operations, while construction and maintenance teams use mobile-mounted versions for flexible on-site lifting capabilities across various projects. The operational value of our special purpose cranes extends beyond equipment acquisition to tangible process improvement. Their proven reliability ensures minimal operational downtime in critical material handling processes, while their space-efficient design maximizes facility utilization in crowded industrial environments. The exceptional mobility reduces material transfer time and associated labor costs, delivering measurable return on investment through increased productivity. Built to rigorous quality standards, these cranes offer long-term durability with straightforward maintenance requirements. Their integrated safety features protect both personnel and valuable assets, making them a strategic investment for businesses prioritizing operational efficiency, workplace safety, and process optimization. Key Features: - Compact design engineered specifically for operation in space-constrained industrial environments - Superior mobility with flexible movement capabilities for precise material positioning - Custom-built configurations tailored to match specific operational requirements and challenges - Multiple model options available with varying power capacities and lifting specifications - Manufactured using proven technology and quality materials for maximum functionality and durability Benefits: - Optimizes space utilization in crowded facilities through compact, efficient design - Enhances operational flexibility with exceptional mobility for precise load positioning - Delivers reliable performance in demanding industrial environments with minimal downtime - Reduces material handling time and labor costs through efficient operation - Provides long-term durability with straightforward maintenance requirements for sustained value
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Special purpose cranes are engineered to solve lifting challenges in environments where standard equipment cannot operate effectively. Their compact footprint and superior mobility allow them to navigate tight spaces and complex layouts, delivering reliable lifting power precisely where it's needed most in industrial settings. These cranes perform critical functions across diverse industries by handling specialized material movement tasks that conventional cranes cannot address. From manufacturing facilities to processing plants, they provide precise handling of heavy, awkward, or sensitive loads with exceptional flexibility and built-in safety features for demanding operations. - Moving heavy machinery components within crowded assembly line spaces - Handling scrap metal and bulk materials in recycling and waste management facilities - Transporting timber, logs, and raw materials in wood processing and sawmill operations - Operating on harbor piers and docks for precise cargo handling from ships and vessels - Mounting on mobile platforms like railway cars or service vehicles for on-site lifting operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Kran Mac Engineers, Haryana
 Haryana, India
Haryana, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
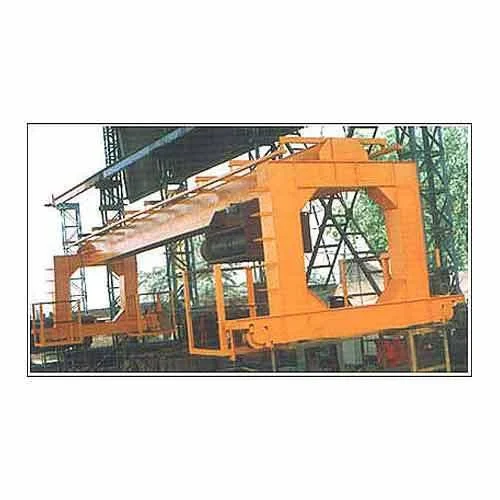
Special Purpose Cranes For Superior Mobility And Compact Operation
Special purpose cranes deliver superior mobility and compact operation for space-constrained industrial lifting. Engineered for reliability and heavy-duty performance, these cranes provide customized solutions for demanding material handling applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Kran Mac Engineers Haryana, India
Haryana, India
Industrial Equipment & MachineryManufacturer






