undefined

Similar Products






Description
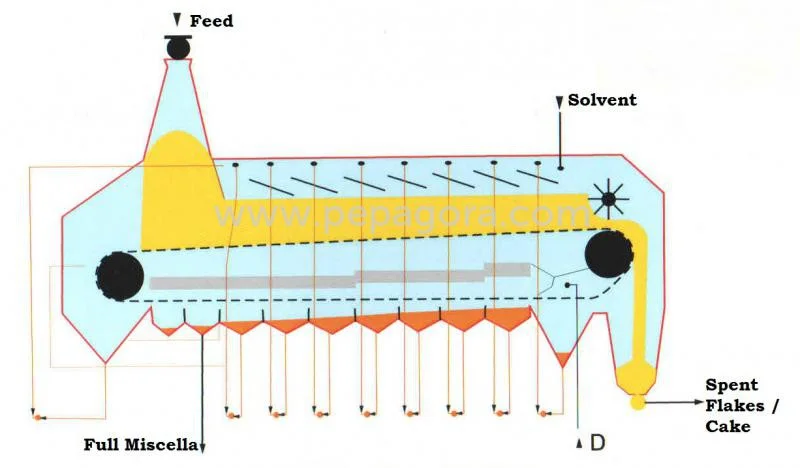
Our industrial solvent extraction plant equipment represents advanced separation technology designed for high-yield processing of oils and chemical compounds. These systems utilize...
Our industrial solvent extraction plant equipment represents advanced separation technology designed for high-yield processing of oils and chemical compounds. These systems utilize food-grade solvents in a closed-loop process to efficiently extract valuable materials from various raw sources. The equipment incorporates sophisticated recovery mechanisms that minimize solvent loss while maximizing extraction efficiency. Each unit is engineered for reliable performance and industrial durability, ensuring consistent operation under demanding processing conditions. The robust construction and precision engineering make this equipment a dependable solution for serious processing operations requiring consistent output quality and operational reliability. This equipment serves essential functions across multiple processing industries including edible oil manufacturing where it extracts high-quality oils from seeds and nuts for food production. The pharmaceutical sector utilizes these systems for obtaining pure extracts from medicinal plants and herbs for therapeutic applications. Biofuel producers rely on solvent extraction technology for efficient oil recovery from renewable plant sources. Chemical manufacturers employ this equipment to separate and purify compounds for various industrial applications. The technology also supports essential oil extraction from botanical materials and specialized chemical processing operations requiring precise separation capabilities. Investing in our solvent extraction equipment delivers substantial business value through enhanced operational efficiency and superior product quality. The systems are engineered for reliability, reducing operational downtime and maintenance requirements while ensuring consistent output quality. The equipment's efficient solvent recovery system minimizes operational costs and environmental impact through reduced waste generation. Businesses benefit from increased yield rates, excellent product purity, and the flexibility to process various raw material types. This equipment provides processing operations with competitive advantages through improved efficiency, consistent quality output, and long-term operational reliability in demanding industrial environments. Key Features: - Custom-engineered designs optimized for specific raw materials and production requirements - Advanced solvent recovery systems for minimal waste and operational efficiency - Food-grade construction materials ensuring product purity and safety compliance - Automated control systems for consistent operation and reduced manual intervention - Robust industrial construction for durability in continuous processing environments Benefits: - Enhanced extraction efficiency leading to higher yield rates and improved profitability - Consistent product quality and purity meeting industry standards and specifications - Reduced operational costs through efficient solvent recovery and minimal waste generation - Reliable performance in continuous operation with minimal maintenance requirements - Flexible processing capabilities for various raw materials and production scales
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Solvent extraction plant equipment provides efficient separation of oils and compounds from various raw materials using advanced solvent technology. These systems are designed for continuous industrial operation, ensuring consistent high-purity output across multiple production cycles while maintaining product integrity and maximizing recovery rates from diverse feedstock materials. This equipment serves critical roles across multiple processing industries including edible oil manufacturing, biofuel production, pharmaceutical extraction, and chemical processing. The technology enables businesses to recover valuable materials from seeds, herbs, and organic matter efficiently, supporting various production scales and meeting specific industry requirements for purity and yield optimization. - Extracting premium edible oils from sunflower, soybean, and canola seeds for food production - Producing concentrated essential oils from medicinal herbs and botanicals for pharmaceutical use - Manufacturing biodiesel through efficient oil extraction from renewable plant sources - Recovering valuable chemical compounds from raw materials in processing facilities - Processing botanical materials for essential oil extraction in manufacturing operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Prem Industrial Corporation, Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Solvent Extraction Plant Equipment For High Yield Processing
Industrial solvent extraction plant equipment delivers high-yield processing for oils and chemicals. Engineered for reliability and efficiency in edible oil, biofuel, and pharmaceutical applications with durable industrial construction.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Prem Industrial Corporation Uttar Pradesh, India
Uttar Pradesh, India
Industrial Equipment & MachineryManufacturer