undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Industrial solvent dyes represent high-quality, organic solvent-soluble colorants specifically engineered for demanding industrial applications requiring reliable and vibrant color...
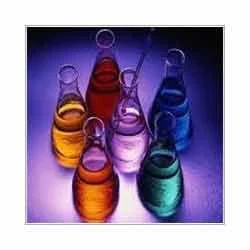
Industrial solvent dyes represent high-quality, organic solvent-soluble colorants specifically engineered for demanding industrial applications requiring reliable and vibrant coloration. These specialized dyes excel in non-polar environments, offering superior solubility characteristics without ionization, making them ideally suited for inks, coatings, plastics, and fuel applications. Their pure composition with minimal impurities ensures consistent performance and exceptional stability across various manufacturing processes. Derived from advanced chemical compounds including azo and anthraquinone structures, these dyes provide a comprehensive spectrum of shades to meet diverse industrial requirements. Their unique ability to maintain stability in challenging conditions makes them indispensable for professional applications where color consistency and durability are paramount. These solvent dyes serve critical functions across multiple industrial sectors, including plastics manufacturing, automotive production, printing operations, and coating applications. Within the plastics industry, they effectively color engineering materials such as nylon, polyester, PVC, acrylics, and polystyrene during high-temperature processes like extrusion and injection molding, consistently withstanding temperatures exceeding 350°C. The printing industry relies on them for high-performance rotogravure inks and specialized writing instruments, while automotive applications include precise coloring of lubricants and fuels. Their versatility extends to wood staining, leather finishing, and industrial coating formulations, demonstrating broad applicability across numerous manufacturing processes and material types. For industrial users, our solvent dyes deliver significant business value through exceptional reliability, consistent performance, and enhanced end-product quality. They ensure color consistency and long-term stability, effectively reducing manufacturing waste while improving operational efficiency. The high thermal resistance and purity characteristics minimize production risks, making them suitable for the most demanding industrial applications. By providing standardized solutions that meet rigorous quality requirements, we help manufacturers, importers, and distributors achieve specific client objectives while fostering trust through dependable product performance. These dyes represent a cost-effective solution for achieving vibrant, durable coloration that ultimately enhances the market appeal and functional performance of finished products across competitive industrial markets. Key Features: - Superior solubility in organic solvents without ionization - Exceptional thermal stability withstands temperatures exceeding 350°C - Pure composition with minimal impurities ensures consistent coloration - Broad compatibility with plastics, fuels, inks, and coating materials - Available in multiple standard shades including red, blue, and yellow variants Benefits: - Consistent color performance across diverse industrial applications - Enhanced product durability through superior thermal resistance - Reduced manufacturing waste with reliable coloration properties - Versatile compatibility with multiple materials and processes - Cost-effective coloring solution for industrial manufacturing
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial solvent dyes deliver exceptional performance across diverse applications due to superior solubility in organic solvents and high thermal stability. Engineered for vibrant, consistent coloration without ionization, they excel in non-polar materials like fuels, plastics, and synthetic resins. The pure composition with minimal impurities ensures reliable results in demanding processes including extrusion and injection molding. These dyes demonstrate remarkable versatility across multiple sectors with temperature resistance exceeding 350°C. They are extensively used in plastics coloring for materials including nylon, polyester, PVC, acrylics, and polystyrene. The dyes serve critical functions in automotive lubricants, wood stains, printing inks, and various coating formulations, providing dependable performance for industrial users requiring consistent coloration solutions. - Coloring polyester fibers and synthetic materials in textile manufacturing - Producing vibrant inks for rotogravure printing and writing instruments - Dyeing hydrocarbon fuels, lubricants, and industrial waxes - Enhancing wood stains, varnishes, and protective coating finishes - Formulating specialized colorants for industrial coatings and finishes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Parshwanath Dyestuff Industries, Gujarat Gujarat, India
Gujarat, India
Raw Materials & Chemicals•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Solvent Dyes For Plastics, Inks, Fuels, And Coatings
Industrial solvent dyes for plastics, inks, fuels, and coatings deliver superior solubility in organic solvents. These high-quality dyes provide vibrant, stable coloration for non-polar materials in demanding industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Parshwanath Dyestuff Industries
 Gujarat, India
Gujarat, India
Raw Materials & ChemicalsManufacturer