undefined

Similar Products







Description
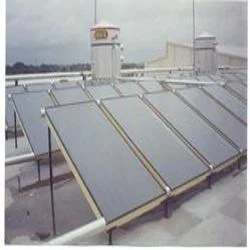
Our institutional solar water heating systems provide comprehensive large-scale hot water solutions for commercial and industrial applications. Utilizing advanced Flat Plate Collec...
Our institutional solar water heating systems provide comprehensive large-scale hot water solutions for commercial and industrial applications. Utilizing advanced Flat Plate Collector (FPC) technology, these systems start from 500 liters per day capacity and can be tailored to meet specific project requirements. They feature high-efficiency copper absorbers with selective coating, stainless steel inner tanks, and premium insulation materials to ensure reliable performance. Engineered for multi-outlet environments, these heaters guarantee immediate hot water availability while significantly reducing energy costs and environmental impact through sustainable solar energy utilization. These solar water heaters serve diverse sectors including hospitality, healthcare, education, and manufacturing industries. They are particularly suitable for hotels requiring continuous hot water for guest rooms and service areas, hospitals needing sterile water for medical procedures, and residential complexes providing centralized heating solutions. Industrial applications encompass process heating, equipment cleaning, and sanitation protocols where consistent hot water supply is essential. The systems are specifically designed to meet the rigorous demands of multi-story buildings and large facilities with multiple usage points distributed across different levels and zones. The inherent business value of these systems lies in their proven reliability, exceptional durability, and substantial operational cost savings. By harnessing solar energy, businesses can dramatically reduce electricity consumption and lower utility expenses while maintaining consistent hot water supply throughout operations. The robust construction incorporates BIS-marked components, TIG-welded stainless steel tanks, and weather-resistant collector boxes to ensure long-term performance with minimal maintenance requirements. Customization capabilities allow for seamless integration with existing infrastructure, making these systems a strategic investment for sustainable and efficient operations. Key Features: - Custom capacity from 500 LPD upwards to meet specific requirements - BIS-marked copper-to-copper absorbers with selective coating for high efficiency - TIG-welded 304 food grade stainless steel inner tank for durability - Superior quality rock wool/glass wool insulation for heat retention - Available in vertical and horizontal models with indirect heating options Benefits: - Significant reduction in electricity consumption and operational costs - Reliable hot water supply for multiple outlets and large facilities - Long-lasting performance with minimal maintenance requirements - Environmentally friendly solution using renewable solar energy - Customizable configurations for seamless infrastructure integration
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our institutional solar water heating systems address large-scale hot water requirements in multi-story buildings and commercial facilities. They ensure immediate hot water delivery across all outlets, minimizing cold water wastage and reducing operational expenses. These systems are designed for environments with high, consistent hot water demands, offering sustainable energy solutions across multiple sectors. The FPC type design incorporates copper-to-copper absorbers with selective coating to maximize thermal efficiency even under challenging conditions. Suitable for both vertical and horizontal installations, these heaters provide indirect heating options and pressurized systems to meet diverse architectural and industrial needs. Custom capacities guarantee optimal fit for projects of any scale, from small hostels to large healthcare facilities. - Hotels and hospitality venues for guest room hot water and laundry operations - Hospitals and healthcare facilities requiring sterilized hot water supply - Apartment complexes and residential societies for centralized heating systems - Industrial processes needing consistent high-temperature water for operations - Educational institutions and hostels with high-volume daily consumption
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Divya Industries, Karnataka
 Karnataka, India
Karnataka, India
ManufacturerDistributor / WholesalerRetailer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Institutional Solar Water Heaters FPC Type High Capacity Copper Absorbers
Institutional Solar Water Heaters FPC Type with high capacity copper absorbers deliver reliable hot water for commercial and industrial applications. Customizable from 500 LPD with BIS-marked components and stainless steel tanks for consistent performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Divya Industries Karnataka, India
Karnataka, India
Manufacturer