undefined

Similar Products







Description
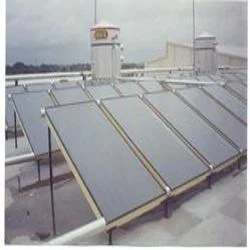
MNRE-approved solar water heating systems represent advanced renewable energy technology designed for efficient domestic and commercial hot water generation. These systems utilize ...
MNRE-approved solar water heating systems represent advanced renewable energy technology designed for efficient domestic and commercial hot water generation. These systems utilize high-performance copper absorbers with specialized coatings to maximize solar energy absorption and heat retention. Available in multiple capacities from 100 to 300 liters, each unit features robust construction with tempered glass protection and weather-resistant aluminum components. The superior insulation technology minimizes heat loss, ensuring consistent hot water availability even during varying weather conditions while maintaining energy efficiency throughout system operation. These solar water heaters serve multiple sectors requiring reliable hot water solutions. Residential developments implement them for sustainable housing projects, while hospitality establishments utilize them for guest services and operational needs. Healthcare facilities depend on these systems for sterilization processes and patient care requirements. Educational campuses integrate them into hostel accommodations and food service operations. Industrial applications include staff facilities and manufacturing processes where consistent hot water is essential for daily operations and employee welfare programs. The operational value extends beyond immediate hot water supply to significant long-term economic and environmental advantages. These systems reduce conventional energy consumption substantially, delivering cost savings while providing reliable service for decades. Government certifications ensure quality compliance and performance standards, while the durable construction using stainless steel tanks and copper components guarantees longevity. The design flexibility accommodates various installation requirements, making these systems adaptable to different architectural constraints and user needs without compromising performance or reliability. Key Features: - MNRE and Government of India approved systems with quality certifications - Copper absorbers with specialized coating for maximum heat absorption - Advanced insulation technology and weather-proof construction - Multiple capacity options from 100 to 300 liters with installation flexibility - Pressurized and heat exchanger models for specific water conditions Benefits: - Significant reduction in conventional energy consumption and operational costs - Reliable hot water supply across diverse climatic conditions - Long service life with minimal maintenance requirements - Government-approved quality standards and performance assurance - Adaptable to various installation environments and user requirements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These solar water heating systems deliver consistent hot water performance across diverse settings, from residential complexes to commercial establishments. The weather-resistant construction ensures reliable operation in varying climatic conditions, while multiple capacity options provide flexibility for different user requirements and space constraints. Installation adaptability makes these systems suitable for both new construction projects and retrofitting existing buildings with sustainable energy solutions. Available in capacities ranging from 100 to 300 liters, these systems accommodate varying hot water demands throughout the day. The pressurized models maintain performance in multi-story buildings, while heat exchanger variants address water quality challenges in different geographic regions. This versatility ensures optimal hot water delivery regardless of local infrastructure conditions or seasonal weather patterns. - Residential buildings and apartment complexes for daily household hot water needs - Hotels and resorts providing consistent hot water for guest rooms and facilities - Healthcare centers requiring reliable hot water for sanitation and patient care - Educational institutions serving student hostels and cafeteria operations - Industrial facilities supplying hot water for employee amenities and processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Divya Industries, Karnataka
 Karnataka, India
Karnataka, India
ManufacturerDistributor / WholesalerRetailer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
MNRE Approved Solar Water Heater 100 300L Domestic Commercial
MNRE-approved solar water heater systems in 100-300L capacities for domestic and commercial use. Features copper absorbers with superior insulation for reliable hot water supply across all climates and weather conditions.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Divya Industries Karnataka, India
Karnataka, India
Manufacturer